

Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как выставить концевую фрезу по центру круглой детали?
При фрезеровании различных пазов, канавок и шлицов, проходящих ровно по центру обрабатываемой поверхности, необходимо чтобы ось вращения концевой фрезы проходила через центр круглой детали. Для достижения этого условия сначала необходимо определить текущее положение режущего инструмента относительно центра детали. На практике существует несколько технологических способов позволяющих сначала найти ось вращения, а затем точно выставить концевую фрезу по центру детали. Рассмотрим эти способы более подробно.
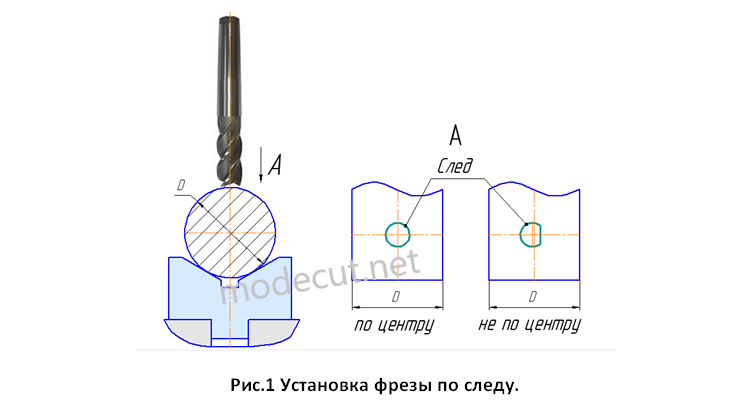
Способ 1. Визуальный способ определения положения фрезы относительно центра детали. Данный способ является наименее точным и заключается в визуальном определении положения концевой фрезы по возникшему следу. Выставление начинается с того, что стол фрезерного станка перемещают в поперечном направлении и устанавливают центр детали визуально по центру фрезы. Затем включают вращение фрезы и поднимают стол до тех пор, пока на поверхности детали не появиться едва заметный след от зубьев фрезы. Если полученный след имеет форму полного круга, то фреза находиться по центру детали (см. рис.1). Если след от фрезы имеет форму неполного круга, то стол станка необходимо сместить.
Способ 2. Определение центра круглой детали с помощью краеискателя. Краеискатель (кромкоискатель, центроискатель) – это специализированный инструмент, предназначенный для определения положения центра шпинделя относительно края детали. Краеискатели бывают механическими и электронными (см. рис.2). Механический краеискатель состоит из рабочей головки и хвостовика, которые эластично связанны между собой пружиной. Во время центрирования данный инструмент вращается в шпинделе станка. Причем число оборотов шпинделя станка не должно быть большим (до 600 об/мин), чтобы не сломать инструмент.

Для привязки центра шпинделя станка по краю детали, немного сдвигаем руками головку краеискателя относительно оси хвостовика и включаем обороты (см. рис.3). Далее медленно столом станка подводим деталь к головке инструмента сначала до их касания, а потом до получения соосности рабочей головки и хвостовика краеискателя (см. рис.3). Затем продолжаем очень медленно подводить деталь к инструменту до тех пор, пока головка краеискателя резко не отскочит в сторону от оси хвостовика. После отскока головки подача стола и вращения шпинделя прекращается (см. рис.3). В этом положении ось шпинделя станка находиться от центра детали на следующем расстоянии:

где Dд – фактический диаметр детали (мм), Dг – диаметр головки (мм).
Электронный краеискатель состоит из мерительного щупа и хвостовика, предназначенного для цангового крепления инструмента в шпинделе станка. В отличие от механической модели, электронный краеискатель во время центрирования не вращается в шпинделе. Деталь поперечной подачей стола подводиться к инструменту до тех пор, пока не коснется его края. При малейшем касании щупа края детали инструмент сразу издает световые и звуковые сигналы. Стоит отметить, что данный инструмент применяется только в случае обработки токопроводящих деталей. Также с помощью электронного краеискателя можно проводить измерения высоты или глубины отдельных элементов детали.