

Программа для расчета развертки усеченного конуса.
Автор Р.И.Гжиров. Краткий справочник конструктора.
Как точно выставить дисковую фрезу по центру заготовки?
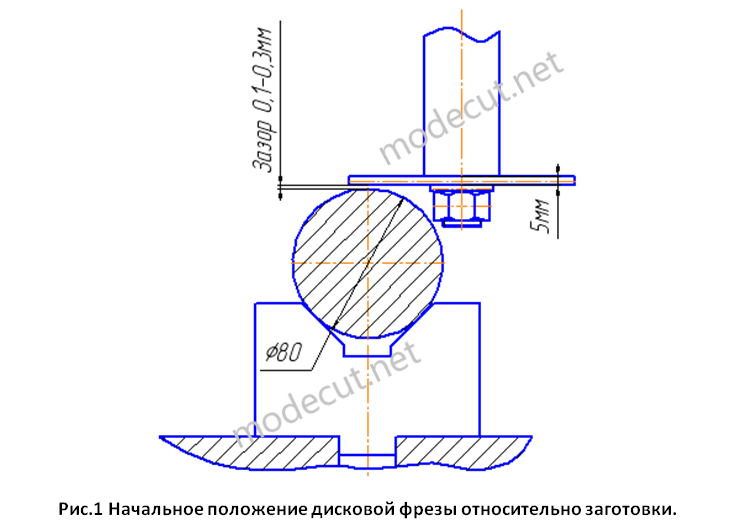
Довольно часто в требованиях чертежа на обработку различных пазов и канавок на круглых деталях заложены жесткие допуски по несимметричности паза относительно центра детали. Как правило, несимметричность такого паза относительно центра круглой детали колеблется в пределах 0,02…0,05мм. В таких случаях нахождение центра заготовки с помощью обычного касания торцом фрезы по вершине заготовки или использования штангенрейсмаса не обеспечивает высокой точности позиционирования дисковой фрезы относительно центра детали. Обеспечить заданную точность при фрезеровании паза дисковой фрезой возможно с помощь магнитной стойки и обычного индикатора часового типа. Рассмотрим этот способ на примере. На рисунке 1 изображена деталь, установленная на призмах и закрепленная к столу вертикально-фрезерного станка. Для точного позиционирования необходимо измерить микрометром наружный диаметр детали и ширины дисковой фрезы. К примеру, наружный диаметр детали равен ровно 80мм, а ширина фрезы 5мм.
Подводим дисковую фрезу к вершине заготовки, таким образом, чтобы между торцом фрезы и вершиной детали остался небольшой зазор 0,1-0,3мм (см.рис.1). Далее отводим фрезу в сторону и опускаем её примерно на величину 5,5мм.
Устанавливаем на стол станка магнитную стойку, жестко закрепив на ней индикаторную головку. Индикаторную головку устанавливаем на вершину детали. Отключаем магнит на стойке и прижимая её руками к столу перемещаем стойку в поперечном направлении относительно детали. Таким образом, находим вершину детали (см. рис.2). Включаем магнит на стойке и устанавливаем индикаторную головку на ноль. Далее перемещаем магнитную стойку с индикатором на торец дисковой фрезы и включив магнит, смотрим полученное значение (см. рис.2).
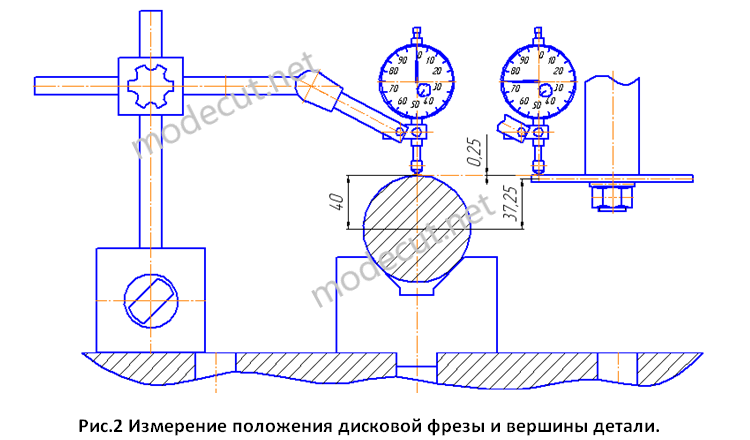
В нашем примере стрелка индикатора установленного фрезе отклонилась на 0,25мм в минус. Этого говорит о том, что торец фрезы расположен ниже вершины заготовки на 0,25мм. Для обеспечения точности необходимо произвести несколько таких измерений. Чтобы в данном случае добиться точного позиционирования, нам необходимо опустить фрезу на 37,25мм. Эта величина L=37,25мм определяется по формуле:

где Rd – радиус детали, h=0,25мм – расстояние от вершины детали до торца фрезы, b-ширина фрезы.