
Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.



Как выполняется заточка червячных фрез?
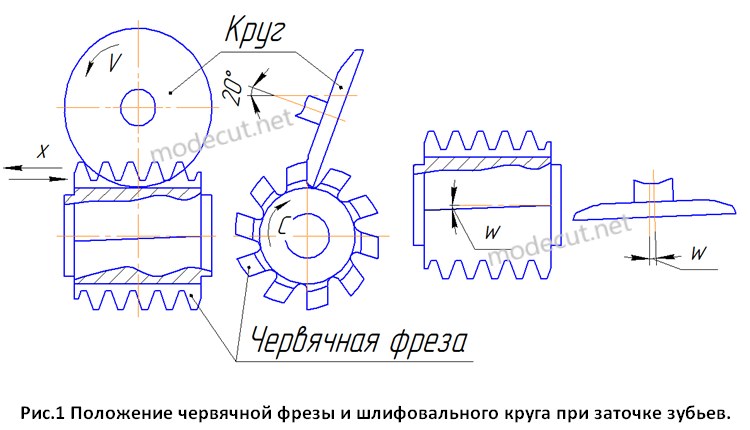
Затачивание червячных фрез выполняется по передней поверхности зубьев. Из-за высоких требований по точности профиля и кинематической сложности процесс заточки выполняется на специальных заточных станках. При заточке фреза, установленная на оправку, фиксируется горизонтально в центрах станка. Шлифовка зубьев выполняется абразивным кругом формы 3П, установленным под углом 200 (см. рис.1).
Круг затачивается по задней поверхности, и заводиться во впадину между рядами зубьев. Во время заточки стол станка вместе с фрезой (или шлифовальные салазки вместе с абразивным кругом) совершает возвратно-поступательное движение (по оси Х), и шлифовальный круг, вращаясь, шлифует ряд зубьев. Для снятия необходимого припуска на передней поверхности зубьев в процессе заточки выполняется круговая подача фрезы по оси С. После шлифовки ряда зубьев стол станка (или салазки) перемещается в сторону и выводит круг из канавки фрезы. Далее фреза совершает единичное деление и поворачивается на следующий ряд.
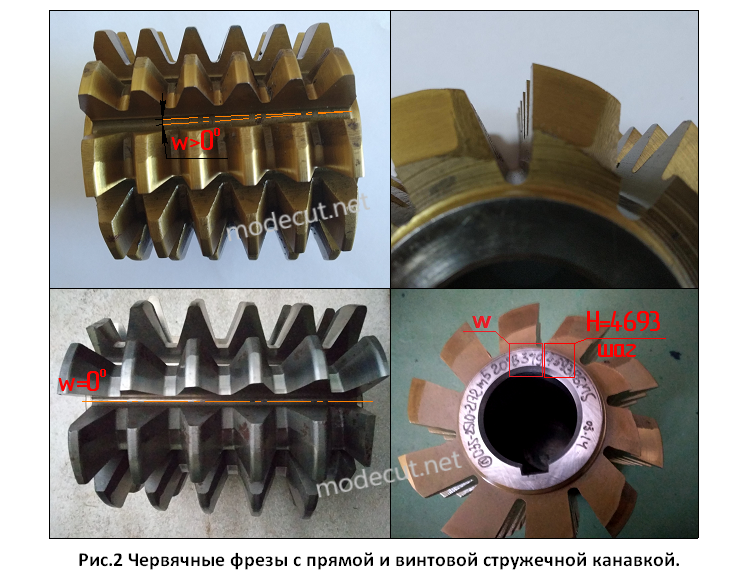
Большинство червячных фрез имеют винтовую стружечную канавку, то есть режущие кромки расположены не прямолинейно, а по винтовой траектории имеющей крупный шаг (см. рис.2, вверху). Червячные фрезы с прямолинейными режущими кромками (см. рис.2 внизу) производятся в гораздо меньшем количестве, так как при такой конструкции появляются отрицательные передние углы на одной из боковых режущих кромок зуба, которые снижают эксплуатационные характеристики фрезы.
В основном прямолинейное расположение зубьев имеют сборные фрезы больших модулей. Для заточки червячной фрезы с винтовым расположением зубьев шлифовальный круг поворачивают на угол наклона стружечной канавки “w” (по направлению стружечной канавки) (см. рис.1). Кроме этого, во время заточки, по мере перемещения круга по канавке (по оси Х), фреза дополнительно поворачивается по оси С, формируя винтовую траекторию режущих кромок с шагом “H”. Угол наклона стружечной канавки “w” и шаг “H” маркируются на торце фрезы (см. рис.2).
Для получения правильного профиля зуба обрабатываемого зубчатого колеса необходимо заточить червячную фрезу с передним углом γ=00 (см. рис.3). Только в этом случае зуб фрезы будет иметь правильную трапецеидальную форму с нужным углом профиля.
При заточке фрезы с отрицательным передним углом γ снижаются эксплуатационные показатели фрезы. Помимо этого профиль зуба будет иметь искаженную форму в виде неравномерного утолщения ножки, которое приведет к срезанию лишнего слоя на вершинах зубьев нарезаемых зубчатых колес (см. рис.3).