Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Каким инструментом нарезаются эвольвентные шлицевые соединения? (Страница 2)
Полученные зубья имеют очень большой недостаток, а именно подрезку ножки зуба (см. рис. 3). Подрезка ножки зуба происходит с двух сторон, что значительно снижает прочностные характеристики шлицевого соединения.
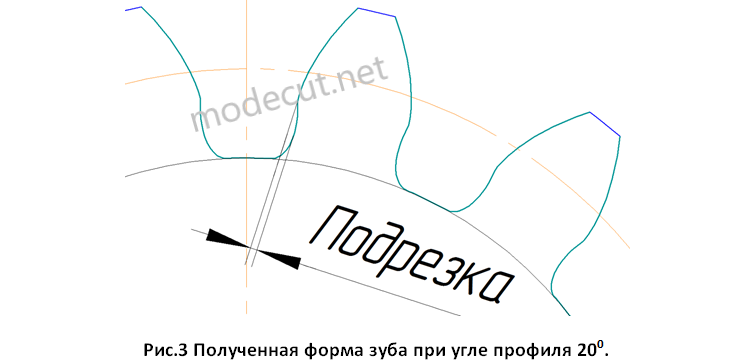
Появление такой подрезки связано с небольшим числом зубьев шлицевых соединений. Чем меньше число зубьев, тем меньше диаметр детали и тем быстрее происходит её вращение в процессе обкатки. При этом зубья фрезы, формирующие профиль врезаются в ножку зуба. Чтобы избавиться от этого недостатка, нужно увеличить число зубьев детали с помощью уменьшения модуля, что также снижает прочность соединения или увеличить угол профиля.
При нарезке шлицов (m=2, z=14) фрезой с увеличенным углом профиля α=300 сформируется зубья другой формы (см. рис.4).
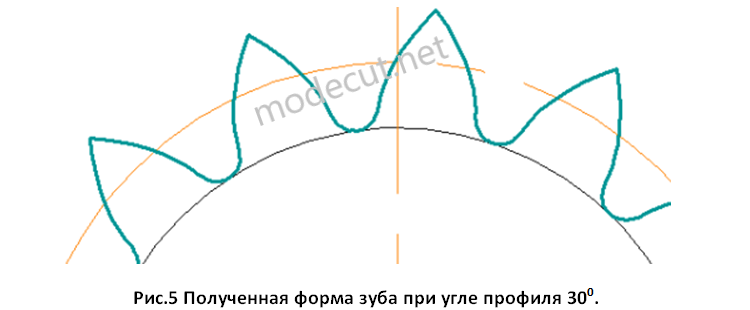
Как видно по рисунку 5 на ножке полученного зуба уже отсутствует подрезка. Однако с увеличением угла профиля наблюдается уменьшение вершины зуба по толщине. Для того чтобы сформировать более полную вершину зуба эвольвентные шлицевые соединения нарезаются меньшей глубиной. Для сравнения высота зуба прямозубого колеса примерно равна: h=2,2m (где m - модуль); а высота зуба шлицевого соединения по ГОСТ 6033-80 будет равна:

Подводя итог, можно сказать, что эвольвентные шлицы можно нарезать червячными фрезами с углом профиля 200, но только в случаях большого числа зубьев соединения. Во всех остальных случаях эвольвентные шлицы следует изготавливать только с увеличенным углом профиля α=300. Процессы формирования впадины зуба при разном угле профиля, также можно посмотреть в коротком видео ролике.