Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Основные принципы и особенности процесса зубодолбления. (Страница 2)
Для устранения трения зубьев долбяка об боковую поверхность обрабатываемой детали перед каждым холостым ходом долбяк отводиться от заготовки, а вначале рабочего хода снова подводиться к детали.

При долблении зубчатых колес с наружными зубьями долбяк отводиться от центра детали (см. рис.2). При долблении колес с внутренними зубьями откидка долбяка происходит в обратном направлении (к центру детали). Стоит отметить, что на некоторых моделях зубодолбежных станков откидка долбяка работает только в одну сторону. В этом случае долбление зубьев происходит на диаметрально противоположной стороне обрабатываемого зубчатого венца (см. рис.2).
При обычной наладке станка центр долбяка расположен по центру стола станка. В этом случае отвод инструмента на холостом ходу выполняется по линии, проходящей через центры стола и шпинделя станка. В большинстве случаев такое положение долбяка никак не влияет на процесс долбления. Однако в определенных случаях особенно, при обработке зубчатых колес с большой круговой подачей (черновая обработка) или при нарезке косозубых колес, происходит затирание боковой поверхности зуба. То есть на холостом ходу долбяк режущей кромкой трет по боковой поверхности зуба детали. Кроме круговой подачи значительное влияние на появление данного негативного явления оказывают межосевое расстояние между долбяком и деталью, а также ширина обрабатываемого венца. Чтобы убрать этот дефект необходимо стойку с суппортом станка сместить на небольшое расстояние в сторону в зависимости от направления вращения долбяка. На рисунке 3 показано направление смещения центра шпинделя в зависимости от направления вращения детали и долбяка.
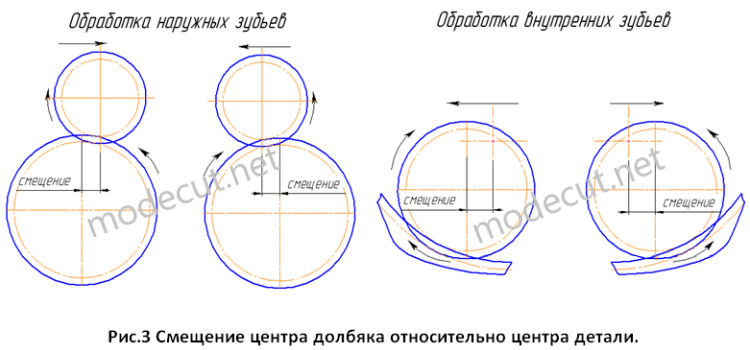
В результате такого смещения долбяк на холостом ходу будет отходить не прямо, а под углом от боковой поверхности нарезаемого зуба и не будет её касаться.