Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.



Как выполняется нарезка червячных колес
червячными фрезами? (Страница 2)
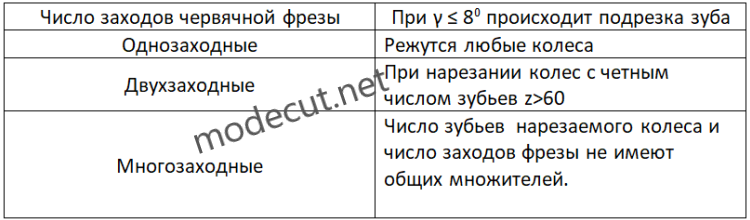
Для снижения величины огранки необходимо, чтобы число зубьев колеса было не кратным числу зубьев фрезы и числу её заходов. В этом случае после каждого оборота колеса зубья фрезы не будут копировать предыдущую траекторию резания (см. рис.2(справа)). Стоит отметить, что при нарезании червячного колеса с четным числом зубьев двухзаходной фрезой желательно, чтобы число зубьев нарезаемого колеса было не менее Z=60. Чем больше число зубьев, тем больше диаметр колеса и тем больше зубьев (по длине) червячной фрезы участвует в процессе формирования профиля. Для большей наглядности приведем в таблице червячные фрезы, которые применяются при нарезке червячных колес с радиальной подачей.
С тангенциальной подачей работают все червячные фрезы, так как в этом случае количество резов зависит не только от числа зубьев фрезы, но и от величины осевой подачи. Регулируя величину осевой подачи фрезы можно получить правильный профиль зуба и высокую чистоту обработки. Однако при проектировании фрезы следует также учитывать технологию сборки червячной пары. Чтобы червячное колесо, нарезанное осевой подачей было собрано с червяком, который помещается в редуктор радиально нужно удовлетворить следующее условие:

где α – угол давления (град), γ – угол подъёма винтовой линии по делительному диаметру (град.), d1 – делительный диаметр червяка (мм), D1 – наружный диаметр червяка (мм).
Также стоит отметить, что фрезы, используемые при нарезке колес с тангенциальной подачей, имеют коническую заборную часть, которая позволяет во время обработки распределить нагрузку на большее число режущих зубьев. Угол заборного конуса равен 10..120, а по длине достигает 2,5…3 осевых шагов червячной фрезы.
Настройка зубофрезерного станка для нарезания фрезами червячных колес также зависит от вида рабочей подачи. При нарезании колеса с помощью радиальной подачи в станке настраивается только гитара деления на требуемое число зубьев колеса и гитара подач. Дифференциал станка при этом должен быть отключен и заблокирован. Суппорт станка вместе с закрепленной фрезой устанавливается в нулевое положение. Для работы осевой подачи вместо стандартного суппорта устанавливается протяжной суппорт с червячной фрезой, который также фиксируется в нулевом положении. Стоит отметить, что в некоторых станках (5К328), обычный суппорт по умолчанию оснащен протяжным механизмом.
