
Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.



Как выполняется нарезка червячных колес
червячными фрезами?
В современном производстве червячные колеса чаще всего нарезают специальными червячными фрезами. Эти фрезы представляют собой копию червяка, с которым будет сцепляться данное червячное колесо. У червячной фрезы должен быть одинаковый модуль, диаметр делительного цилиндра, число заходов, угол подъёма винтовой линии, а также исходный профиль винтовой поверхности (архимедов, эвольвентный, конволютный). Нарезка червячных колес выполняется на зубофрезерных станках методом обката, с радиальной или тангенциальной подачей (осевой). При нарезании колеса с радиальной подачей, червячная фреза движется только в радиальном направлении и медленно врезается в червячное колесо до достижения требуемого межосевого расстояния “aw” (см. рис.1). При нарезке червячных колес с помощью тангенциальной подачи, фреза движется относительно заготовки в осевом направлении (см. рис.1). Также стоит отметить, что в некоторых случаях нарезку червячного колеса выполняют комбинированным способом. Сначала черновую обработку выполняют радиальной подачей, а затем чистовую проводят при помощи осевой подачи.
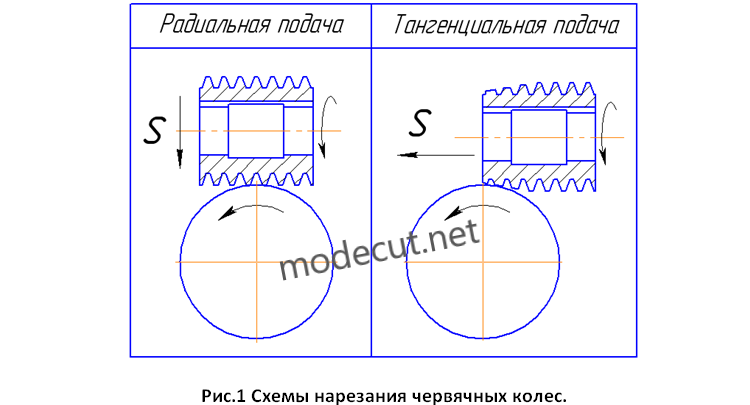
В отличии от радиальной подачи при тангенциальной подаче фреза находиться на постоянном межосевом расстоянии:

где Z2 – число зубьев червячного колеса, q – коэффициент диаметра червяка, х – коэффициент смещения червяка, m – модуль (мм). Нарезка червячных колес с помощью тангенциальной подачи (по сравнению с радиальной подачей) позволяет получить наиболее точный и правильный профиль зуба. Однако для осуществления осевой подачи зубофрезерный станок должен быть оснащен специальным протяжным суппортом.
При отсутствии протяжного суппорта приходиться пользоваться только радиальной подачей, которая имеет свои ограничения. К примеру, с помощью радиальной подачи можно нарезать червячные колеса с делительным углом подъёма не более 80, так как при больших углах в процессе врезания срезается часть рабочей поверхности зубьев. К тому же из-за того, что фрезы для нарезания червячных колес, копируя сопряженный червяк, имеют маленький диаметр (по сравнению с фрезами для нарезания цилиндрических колес), что приводит к работе (во время врезания) малого числа зубьев. При отсутствии осевого перемещения число зубьев резко влияет на величину огранки профиля. Во время работы многозаходной фрезы при каждом её обороте червячное колесо поворачивается на число зубьев, равное число заходов фрезы “n”. В формировании профиля каждого зуба участвует в “n” раз меньше режущих кромок фрезы по сравнению с однозаходной фрезой. Ввиду этого число резов обрабатывающих каждую сторону зуба получается очень малым, а обрабатываемый профиль имеет сильно выраженную огранку (см. рис.2).
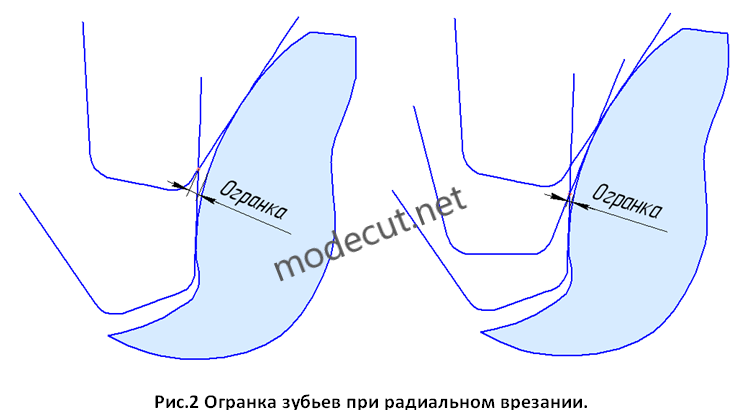
Если траектория резания после каждого оборота колеса совпадает с предыдущим положением, то огранка, получаемая на зубьях колеса, также совпадает (рис.2 (слева)).