Паспорт. Станок радиально-сверлильный модели 2Н55.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.



Как при гидроабразивной резке правильно подобрать абразивные материалы и рабочие элементы режущей головки? (Страница 2)
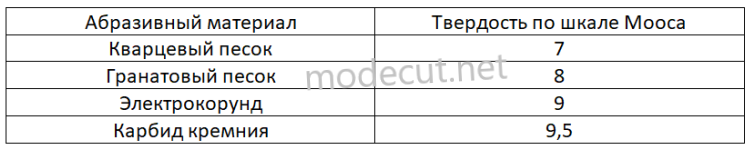
Оптимальный размер зерна зависит от диаметров трубки и водяного сопла. Считается, что оптимальный размер абразивного зерна должен быть меньше расчетной величины D, которая рассчитывается по формуле:

где dтр – диаметр смесительной трубки, мм; dс – диаметр сопла, мм. Расход абразива также зависит от диаметров сопла и смесительной трубки.
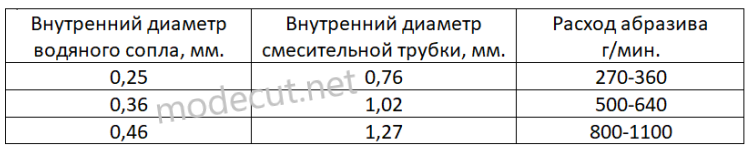
Стоит отметить, что на величину расхода абразива оказывают влияние и физико-механические свойства обрабатываемого материала. Оптимальные значения расхода абразива в зависимости от диаметра сопла и диаметра смесительной трубки приведены в таблице.
Смесительная (фокусирующая) трубка – очень важный и сильно изнашиваемый элемент режущей головки станка, который необходим для создания и направления рабочей струи. Несмотря на то, что смесительные трубки изготавливают из твердых сплавов (карбид вольфрама) срок их службы, достигает всего 150-200 часов. В зависимости от внутреннего диаметра и длины трубки меняется точность, и скорость резания рабочей струи. При уменьшении внутреннего диаметра трубки увеличивается скорость и точность резания. Ширина реза также уменьшается, так как она примерно на 10% больше диаметра трубки. Однако чем, меньше диаметр трубки тем быстрее она изнашивается. Для достижения эффективного процесса резания необходимо, чтобы диаметр отверстия смесительной трубки был примерно в три раза больше диаметра водяного сопла. В противном случае производительность резки сильно снижается. Длина трубки должна быть достаточной для обеспечения наименьшего распыления гидроабразивной струи.
Стоит отметить, что более длинные трубки из-за большего трения, незначительно снижают скорость гидроабразивной струи. Оптимальными длинами смесительных трубок являются: размеры 76,2мм и 101,6мм. Более короткие трубки используются при обычном резании, а более длинные в основном для резки деталей под углом.