Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Причины возникновения конусности на поверхности детали. Как выставить переднюю бабку токарного станка?
(Страница 2)
В случае поворота передней бабки от резцедержателя станка, наименьший фактический размер на проточенной поверхности находился бы возле кулачков патрона. Рассчитываем величину отклонения по уклону следующим образом:

где dmax – максимальный фактический диаметр (мм), dmin – минимальный фактический диаметр (мм).
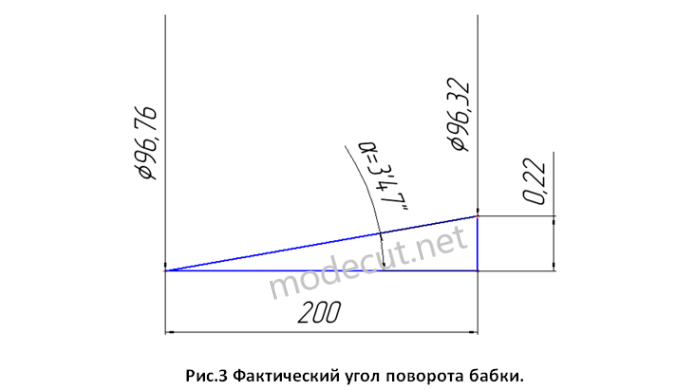
Затем определяем фактический угол поворота передней бабки, который в данном случае будет равен:

где δ=0,22мм – величина уклона, L=200мм – длина проточки (см.рис.3). После определения фактического положения передней бабки и величины отклонения по уклону переходим к восстановлению параллельности оси шпинделя станка относительно перемещения продольной подачи. Для этого устанавливаем на суппорт станка магнитный штатив с индикаторной головкой. Касаемся наконечником индикаторной головки правого края детали и устанавливаем шкалу циферблата в нулевое положение (см. рис.4).
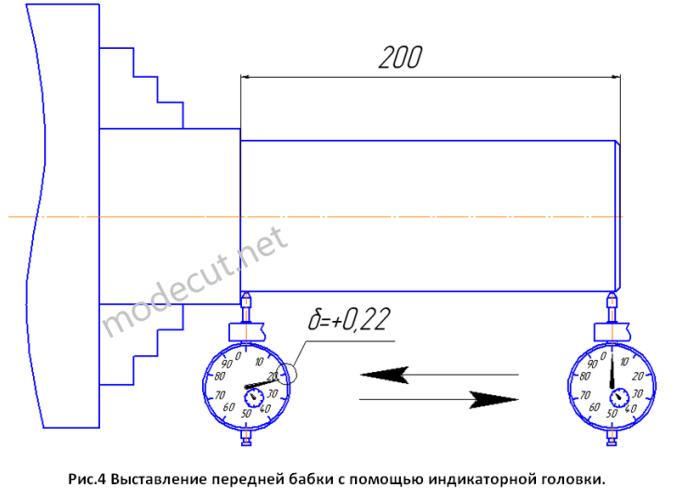
Далее ослабляем болты крепящие переднюю бабку к станине станка и специальными регулировочными винтами начинаем поворачивать корпус передней бабки. Поворачиваем корпус передней бабки и контролируем его положение по показаниям индикатора, перемещая при этом вручную суппорт в продольном направлении. Ось шпинделя передней бабки будет параллельна продольному перемещению станка, когда стрелка индикатора в начале проточенной шейки будет показывать ноль, а в конце шейки (возле кулачков) будет показывать положительное значение равное величине отклонения по уклону (в нашем случае +0,22мм) (см. рис.4). Получив необходимые значения, прижимаем болтами переднюю бабку к станине станка. Затем контролируем правильность выставления передней бабки, повторной проточкой и измерением заготовки.