Паспорт. Вертикальный фрезерный станок модели 6Т13Ф20 с ЧПУ.
Книга. Технология термической обработки металлов. Авторы Самохоцкий А.И., Парфеновская Н.Г.



Как эффективно обработать партию деталей
имеющих точную длину? (Страница 2)
Далее в шпиндель токарного станка помещается упорная оправка, а деталь устанавливается в патрон таким образом, чтобы её обработанный торец упирался в головку болта (см. рис.3). При этом вылет детали из кулачков не должен быть большим. Величина вылета детали из патрона регулируется при помощи вкручивания или выкручивания упорного болта. При достижении нужного вылета, текущее положение болта фиксируется контргайкой. Затем на первой детали выполняется наладочная подрезка торца, до достижения требуемого размера L=55-0,1. После подрезки торца резец выводится из зоны резания только в поперечном направлении, сохраняя при этом постоянное расстояние (L=55-0,1) от режущей кромки и до упора оправки.
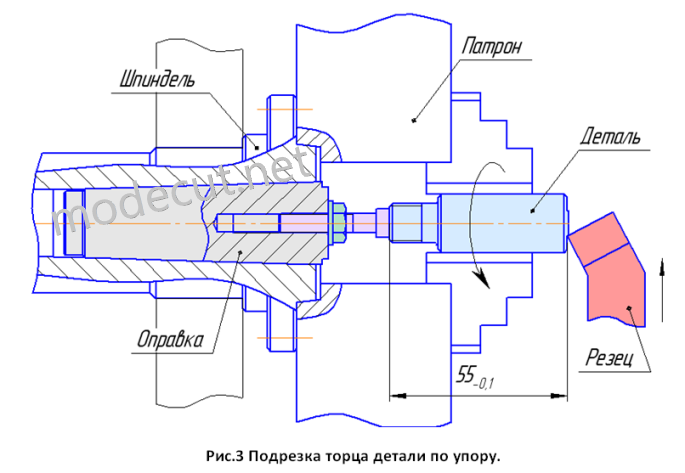
Сверление центрального отверстия ø6,7+0,15 и последующее нарезание резьбы М8-7Н выполняется при помощи пиноли задней бабки. Остальная партия деталей обрабатывается по длине без дополнительных измерений. Детали устанавливаются в патроне до упора в болт оправки, зажимаются кулачками и с помощью поперечной подачи торцуются сразу в точный линейный размер L=55-0,1. В результате такой обработки детали имеют одинаковую точную длину и при этом трудоемкость их изготовления значительно снижена.