Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.



Как нарезать резьбу резцом в глубоком глухом отверстии?(Страница 2)
Для точного позиционирования резца относительно центра детали на переднем торце втулки расположен фрезерованный паз, а на буртике оправки фрезерованы две лыски (размер Н на рисунке 2). Резец установлен в оправку таким образом, что его режущая кромка находиться немного выше центра детали, как показано на рисунке 3. Такая установка обусловлена тем, что в процессе обработки действующие силы резания прижимают резец вниз. Величина (в данном примере 0,2…0,4мм), на которую режущая кромка резца расположена выше центра вращения детали зависит от диаметра и длины рабочей части оправки.
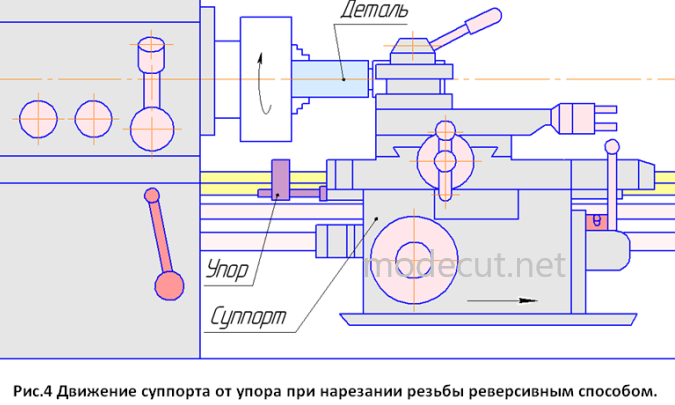
Рассмотрим технологию реверсивного нарезания резьбы более детально. Вначале производим настройку станка на шаг нарезаемой резьбы и устанавливаем оправку с резцом в резцедержатель станка. Затем касаемся кромкой резца внутренней поверхности детали и отводим его в исходное положение, установив напротив выходной канавки. Лимб поперечной подачи ставим в нулевое положение. Устанавливаем на направляющих станка простой упор, подводим его (до касания) к корпусу суппорта и закрепляем (см. рис.4). Этот упор будет использоваться в качестве отметки первоначального положения резца в детали. Использование упора и даёт этому способу второе название “способ нарезания резьбы от упора”. Далее вручную на лимбе поперечного суппорта набираем глубину резания на первом проходе. Затем включаем обратные обороты шпинделя станка и опускаем рукоятку, расположенную на фартуке вниз, сцепляя маточную гайку с ходовым винтом (см. рис.5).

Суппорт начинает перемещаться от упора в правую сторону, и резец прорезает винтовую канавку в отверстии детали. После того как резец вышел из отверстия, подымаем рукоятку фартука в верхнее положение и останавливаем движение суппорта, расцепив маточную гайку с ходовым винтом станка. Потом останавливаем вращение шпинделя и рукояткой поперечной подачи отводим резец. После отвода резца в поперечном направлении, начинаем вручную вращать маховик продольной подачи, тем самым перемещая суппорт обратно в сторону коробки скоростей до тех пор, пока его корпус не коснется упора, установленного на станине станка. Когда корпус суппорта коснется упора, резьбовой резец будет находиться в исходном положении. Последующие черновые и чистовые проходы выполняются аналогичным образом.