Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.



Как нарезать многозаходную резьбу на универсальном токарном станке? (Страница 2)
Для начала настроим станок под нарезку многозаходной резьбы. В данном случае станок настраивается не по шагу, а по ходу резьбы (t=3мм) (см. рис.2). Выбираем из таблицы величину хода резьбы (t=3) и устанавливаем рукоятки 1 и З в нужные положения (рукоятку 1 в положение III, рукоятку 3 в положение С) (см. рис.3). Затем устанавливаем необходимое число оборотов шпинделя, а рукоятку 2 устанавливаем в положение нарезания метрической резьбы.

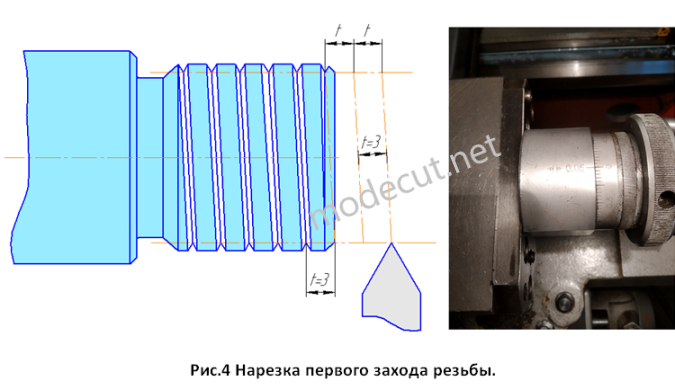
После переключения всех рукояток, устанавливаем лимбы поперечной подачи и перемещения верхних салазок в нулевое положение (см. рис.4). Далее с помощью рукоятки включения маточной гайки производим нарезку первого витка трёхзаходной резьбы. Высота профиля нарезанной резьбы соответствует высоте профиля однозаходной резьбы с шагом P=1мм.
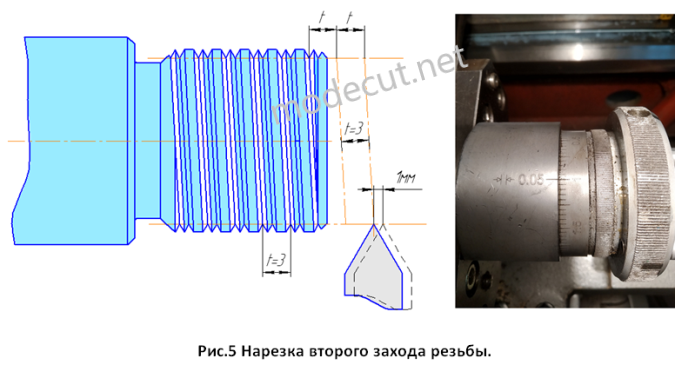
Нарезав первый заход трёхзаходной резьбы, выводим маточную гайку из зацепления с ходовым винтом. Затем смещаем верхние салазки суппорта на шаг (в данном случае P=1мм) и нарезаем второй заход резьбы (см. рис.5).Третий заход резьбы нарезаем также с помощью смещения верхних салазок суппорта на 1мм (см. рис.6).
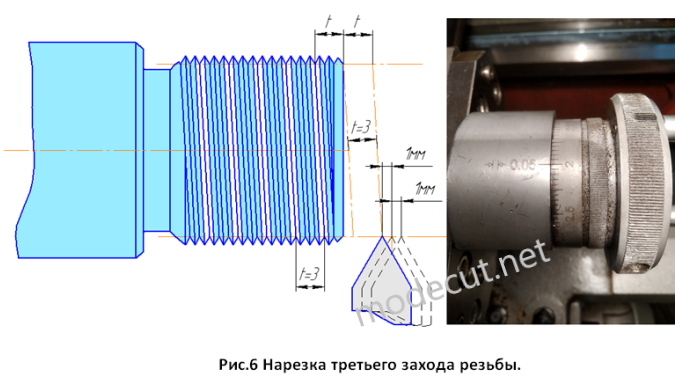
Для более точной установки смещения верхнего суппорта во время формирования заходов можно воспользоваться индикатором.