Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Как выставить заготовку в четырёхкулачковом патроне?(Страница 2)
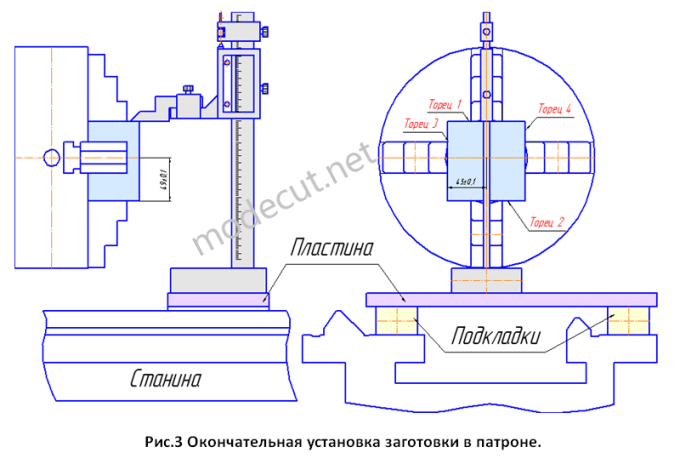
Так как обрабатываемое ступенчатое отверстие детали имеет в этой плоскости смещение 4мм, разница высот торцов 1 и 2 должна быть ровно 8мм. То есть полученное значение высоты на торце 2 должно быть больше ровно на 8мм, полученного значения высоты на торце 1. Если разница высот меньше 8мм, кулачек со стороны торца 2 нужно отпустить, а кулачек прижимающий заготовку за торец 1 поджать и повторить измерение. Соответственно, если разница высоты больше 8мм пережимать кулачки нужно в обратном направлении. Во второй плоскости ступенчатое отверстие детали не имеет смещения, поэтому значение высот на торцах 3 и 4 должно быть одинаковым. Для достижения одинакового значения высот на торцах 3 и 4, пережимаем кулачки аналогичным образом. После достижения требуемых значений высот на всех торцах, обжимаем заготовку в патроне окончательно и выполняем токарную обработку.