Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Как правильно выполнять закалку деталей? (Страница 2)
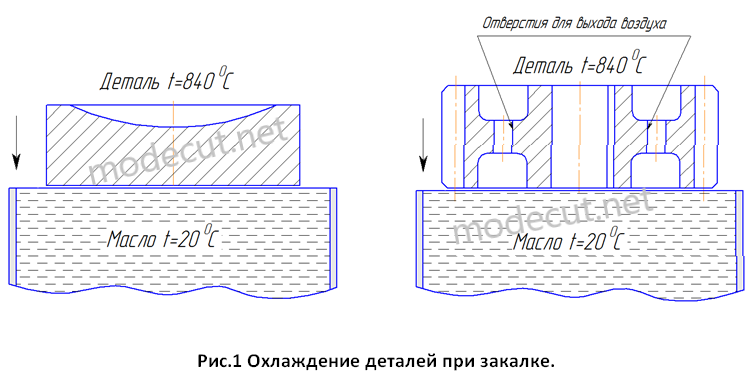
Детали, имеющие вогнутую торцовую поверхность нельзя опускать в охлаждающую жидкость вогнутым торцом вниз, так как при охлаждении под криволинейной поверхностью образуется паровой мешок, который препятствует охлаждению, не дает поверхности нормально закалиться и неизбежно приводит к возникновению больших остаточных напряжений. Поэтому такие детали погружают в охлаждающую среду только вогнутой поверхностью вверх (см. рис.1). То же самое касается и деталей имеющих глухие отверстия. Зубчатые колеса, у которых на торцах расположены выточки, обязательно должны иметь технологические отверстия в этих выточках. При погружении детали в закалочную среду, через эти отверстия будет выходить воздух и в выточке не возникнет паровой мешок (см. рис.1).
Детали, которые должны иметь большую твердость только на рабочих поверхностях можно подвергать местной закалке, при которой в охлаждающую жидкость погружается не вся деталь, а только необходимые поверхности. Понятно, что деформация деталей в данном случае будет минимальной.
Иногда возникает необходимость предохранить отдельные наружные или внутренние поверхности от закалки. Наружные поверхности предохраняют с помощью асбестового шнура, который наматывают на нужную поверхность. Отверстия для предохранения перед термообработкой забивают асбестом и замазывают огнеупорной глиной. Перечисленные способы предохранения позволяют защитить поверхности детали не только от закалки, но и также от образования окалины.
Погружать детали в охлаждающую среду рекомендуется быстро и полностью (в большинстве случаев). При неполном погружении детали в масло происходит его возгорание. После погружения в охлаждающую жидкость, вокруг раскаленной детали образуется паровая рубашка, которая препятствует отводу тепла и способствует снижению твердости и возникновению больших остаточных напряжений. Для того чтобы разорвать паровую рубашку необходимо в процессе погружения детали совершать энергичные возвратно-поступательные движения (окунание) в вертикальном положении. После разрыва паровой рубашки к детали поступает холодная закалочная жидкость, и закалка выполняется правильно.