Паспорт. Станок радиально-сверлильный модели 2Н55.
Книга. Металлорежущие инструменты. Автор П.Р.Родин



Как выполняется шабрение деталей? Описание процесса. Режущий и контрольный инструмент. (Страница 2)
Для обеспечения правильного процесса резания при шабрении, режущая пластина должна быть правильно заточена. Режущая кромка должна иметь немного выпуклую полукруглую форму (см. рис.4). При отсутствии закругления режущей кромки происходит снятие металла всей плоскостью шабера, при этом боковые острые углы будут оставлять глубокие царапины на обрабатываемой поверхности. Чем больше радиус режущей кромки, тем тоньше слой по ширине снимает шабер за один проход. Поэтому при черновом шабрении применяются пластины с небольшим радиусом закругления, при чистовом шабрении используются пластины с большим радиусом.
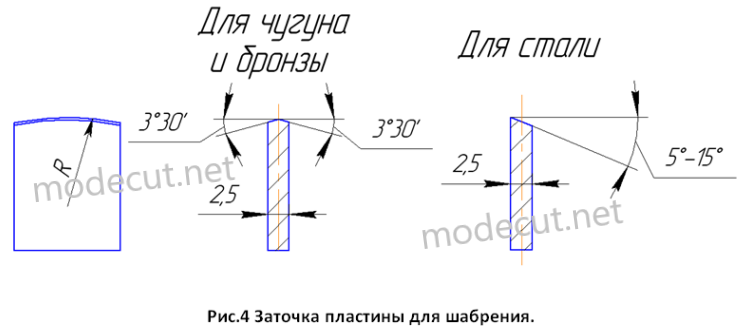
При шабрении чугунных или бронзовых поверхностей плоские шаберы затачивают с двух сторон. Лучшим углом двухсторонней заточки режущей кромки шабера считается угол равный 3,50. Для шабрения стальных деталей шаберы затачивают под более острым углом (5-150) (см. рис.4).
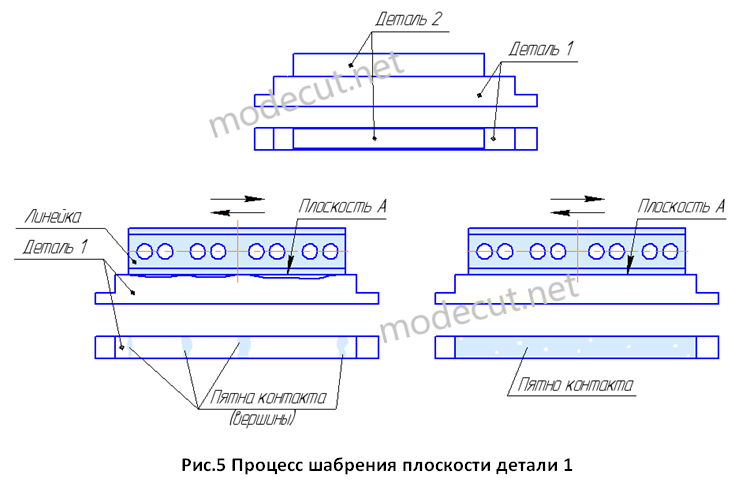
Для большей наглядности рассмотрим процесс шабрения рабочих поверхностей детали на примере. Пример. На рисунке 5 изображены две плоские детали, которые в процессе эксплуатации сопряжены друг с другом. Необходимо обработать шабрением сопрягаемые поверхности двух деталей для получения плотного контакта между ними. На первом этапе пришабриваем поверхность детали 1 для получения на ней ровной плоскости.