Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.



Как определить режимы резания при внутреннем шлифовании детали? (Страница 2)
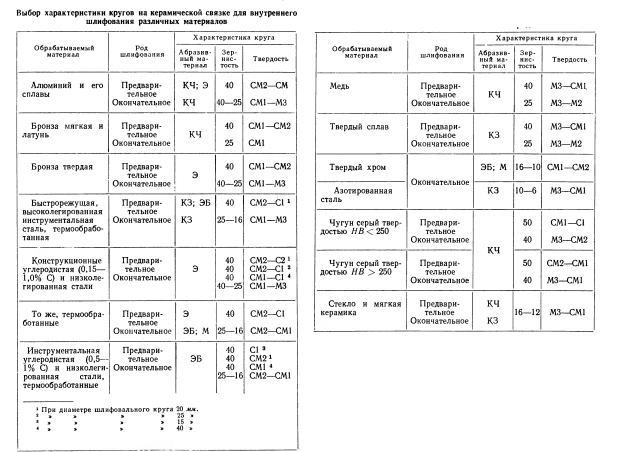
Основные характеристики абразивных кругов используемых для внутреннего шлифования можно определить с помощью справочной таблицы.
{kind=link}
Скорость вращения детали должна составлять 0,015-0,03 от скорости шлифовального круга, причём большие значения выбираются при шлифовании материалов склонных к образованию прижогов и трещин. Также при предварительном шлифовании целесообразно применять большую скорость вращения детали, а при чистовом шлифовании соответственно меньшую. Скорость вращения детали определяется по формуле:

где dd – диаметр отверстия обрабатываемой детали (мм); nd – число оборотов детали (об/мин).
Продольная подача (Sпр) принимается в долях от ширины круга и выражается в мм/об детали. Величина продольной подачи при черновом шлифовании (7-ой класс чистоты – шероховатость Ra 1,25) определяется по следующей формуле:

где H – ширина абразивного круга (мм). При чистовом шлифовании (8-ой класс чистоты – шероховатость Ra 0,63) величина продольной подачи равна:

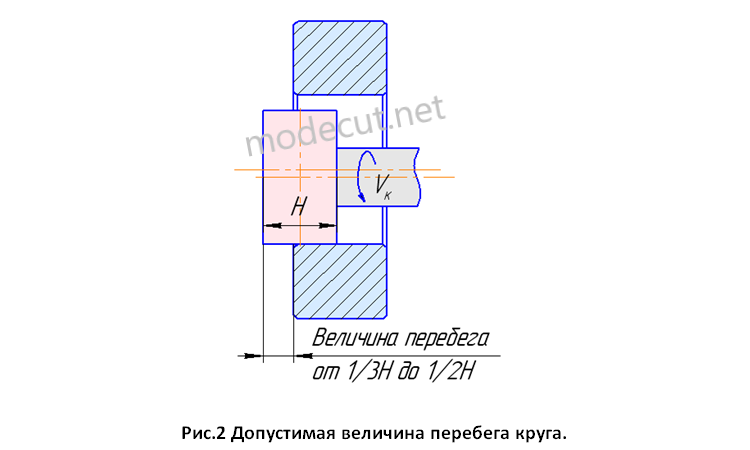
Большую величину продольной подачи, чем 0,75Н принимать нельзя, так как после шлифования остаётся винтовая непрошлифованная полоса. Также следует учесть, что при шлифовании сквозных отверстий шлифовальный круг не должен выходить за края детали больше чем на половину своей длины! Иначе из-за упругих деформаций, на краях полученное отверстие будет большего диаметра! По этим соображением величину перебега круга принимают равным от 1/3 до 1/2 ширины круга (см.рис.2). При шлифовании глухих отверстий необходимо иметь технологическую выточку у дна отверстия, предназначенную для выхода шлифовального круга. Такая выточка должна быть шириной не менее 1,5мм.
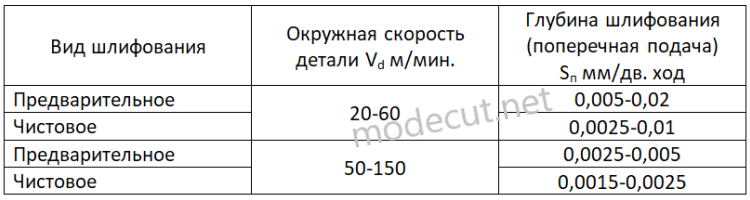
Поперечная подача (глубина резания) (Sп мм/дв. ход) производиться в конце каждого двойного хода стола. Величина поперечной подачи составляет сотые и тысячные доли миллиметра. Поперечная подача принимается с учётом стойкости круга, обрабатываемости материала и отношения диаметра круга к диаметру обрабатываемого отверстия. Приблизительные рекомендуемые величины поперечной подачи указаны в таблице.