
Программа для расчета развертки усеченного конуса.
Автор Р.И.Гжиров. Краткий справочник конструктора.



Как шлифовать отверстия в тонкостенных деталях?
Во время закрепления тонкостенной детали в трехкулачковом патроне возникают радиальные силы, которые приводят к необратимой деформации. После раскрепления тонкостенная деталь приобретает сильно искаженную геометрическую форму. Закрепление тонкостенных деталей с помощью разжимной втулки снижает деформацию, но не устраняет её полностью. Чтобы полностью устранить деформацию необходимо тонкостенную деталь зажимать силами, действующими только в осевом направлении. При таком зажиме радиальные силы отсутствуют, и деформация не возникает. В данной статье рассмотрены способы, позволяющие закрепить тонкостенные детали, в осевом направлении и успешно шлифовать их отверстия.
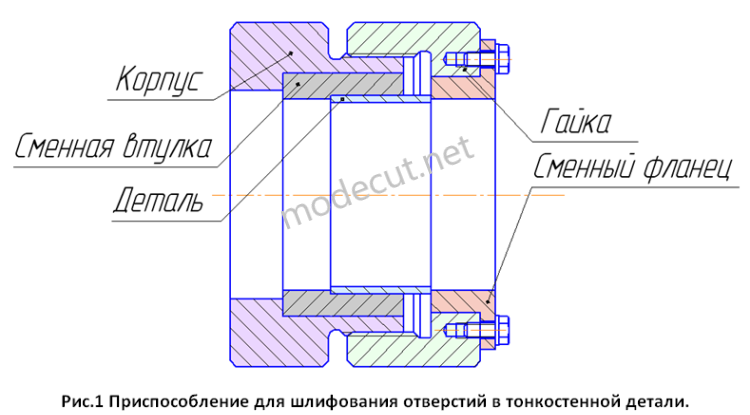
На рисунке 1 изображено приспособление, которое часто используется для шлифования тонкостенных деталей. Приспособление состоит из корпуса и зажимной гайки. Для увеличения номенклатуры обрабатываемых деталей в корпусе приспособления установлена сменная втулка, а в зажимной гайке закреплен винтами сменный фланец. Меняя сменную втулку и фланец в гайке можно шлифовать детали разных диаметров. Корпус приспособления устанавливают в кулачки патрона, выставляют по центральному отверстию и торцу. Шлифуемую деталь вставляют в отверстие корпуса и закрепляют с помощью гайки. Деталь надежно фиксируется между сменной втулкой и фланцем усилиями, действующими в осевом направлении.
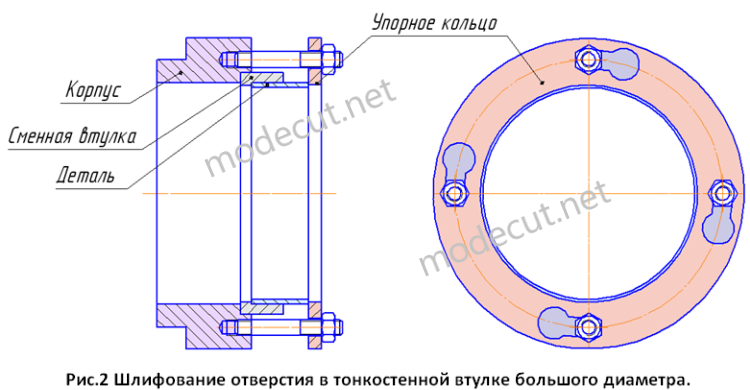
Для шлифования тонкостенных деталей больших диаметров и разных по ширине используется приспособление, показанное на рисунке 2. Корпус приспособления устанавливается в кулачки патрона и выставляется по базовой выточке и торцу. В базовую выточку помещают сменные втулки для возможности шлифования деталей разных диаметров. Зажим шлифуемой детали осуществляется с помощью опорных шпилек и быстросменного упорного кольца. В корпус вкручиваются опорные шпильки (вместе с гайками), которые регулируются по высоте в зависимости от ширины шлифуемой детали. Затем в приспособление помещается деталь, а на опорные шпильки устанавливается упорное кольцо, которое с помощью гаек и зажимает деталь в приспособлении. Конструкция данного приспособления исключает деформацию обрабатываемой детали при зажиме, обеспечивая высокую точность ее центрирования.