Паспорт. Станок радиально-сверлильный модели 2Н55.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.



Как шлифовать точную коническую поверхность на круглошлифовальном станке? (Страница 2)
При совмещении отметки нанесенной на линзе с нулевой отметкой измерительной шкалы ось центров совпадает с направляющими стола станка, и шлифуемые поверхности детали имеют цилиндрическую форму. Если наименьший диаметр обрабатываемой конической поверхности детали расположен со стороны задней бабки станка, то поворотный стол станка поворачивается на нужный угол в направлении против часовой стрелки, соответственно, если наименьший диаметр конуса расположен ближе к передней бабке станка верхний стол поворачивают по часовой стрелке (см. рис.2). Совмещая метку на линзе с рисками на шкале можно шлифовать детали с общим углом конуса до 140. Для получения на детали более точного значения угла используют подвижный упор и индикаторную головку. Упор устанавливается таким образом, что наконечник индикаторной головки касается его плоскости (см. рис.1).
Зная расстояние от оси поворота стола (от центра) до упора (длина L на рис.2) можно определить величину смещения измерительного наконечника индикатора (величина h на рис.2) при повороте стола на требуемый угол. Иногда при нулевом положении стола на шлифуемых цилиндрических поверхностях появляется небольшая конусность, которая возникает по различным причинам. Убрать возникшую погрешность (конусность), также можно путем корректирования положения стола с помощью упора и индикаторной головки приспособления.
Для наглядности рассмотрим установку поворота верхнего стола на конкретном примере. Пример. Необходимо шлифовать на детали наружную коническую поверхность с общим углом 2α=10. Расстояние от центра поворотного стола до упора L=750мм. Эскиз детали изображён на рисунке 3.
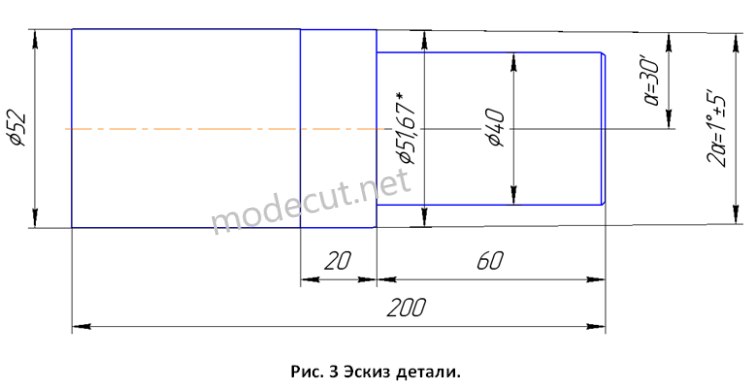
Устанавливаем деталь в центрах станка, таким образом, что наименьший диаметр шлифуемого конуса будет расположен ближе к задней бабке станка. Стол будет поворачиваться в направлении против часовой стрелки. Произведем расчет величины смещения h измерительного наконечника индикаторной головки для поворота верхнего стола станка на необходимый угол α по следующей формуле:

где α=0,50 – требуемый угол поворота стола; L=750 – расстояние от центра стола до упора. Поворачиваем верхний стол станка против часовой стрелки, до тех пор, пока наконечник индикаторной головки не переместится на величину h=6,54мм. С помощью полученного результата видно, что при смещении индикаторного наконечника на величину 1мм (1 оборот стрелки индикатора) стол данного станка поворачивается примерно на угол 4/35//.
Детали с общим углом конусности более 140, обычно шлифуют способом поворота передней бабки. В этом случае стол станка находиться в нулевом положении, а шлифуемая деталь закрепляется в патроне. Затем переднюю бабку вместе с закрепленной деталью поворачивают по лимбу на нужный угол и предварительно шлифуют коническую поверхность. После шлифования проверяют фактический угол конусности и корректируют его также с помощью поворота верхнего стола станка. После получения заданного угла конусности стол закрепляют и шлифуют конус окончательно.