
Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.



Как шлифовать станину токарного станка?
В процессе длительной эксплуатации токарного станка направляющие станины подвергаются сильному износу, что приводит к значительному снижению качества обработки деталей. Для восстановления геометрической точности и параметров обработки направляющие станины подвергаются шлифовке. Шлифование станин выполняется на продольно-шлифовальных станках или на продольно-строгальных станках оснащенных шлифовальными суппортами. Продольно-шлифовальные станки имеют два суппортами. На первом суппорте круг расположен в горизонтальном положении, а его ось вращения перпендикулярна продольному перемещению стола. На втором суппорте первоначально ось вращения круга расположена вертикально. Кроме того второй суппорт поворачивается под углом в левую и правую сторону, что позволяет шлифовать на обрабатываемой станине наклонные поверхности.
Рассмотрим процесс шлифования (восстановления геометрии) на примере обработки станины токарного станка модели 16К20. Перед установкой станины на стол станка базовые плоскости основания необходимо тщательно очистить от грязи. После очистки, устанавливаем станину основанием на стол станка и начинаем выставлять в двух плоскостях. В вертикальной плоскости станину выставляем по вершинам призматической направляющих, так как в процессе эксплуатации станка эти поверхности являются не рабочими и соответственно не изнашиваются (см. рис.1 (базовые плоскости отмечены зелеными линиями)).
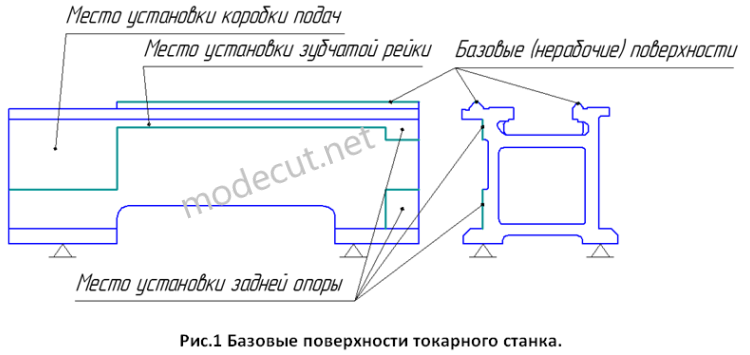
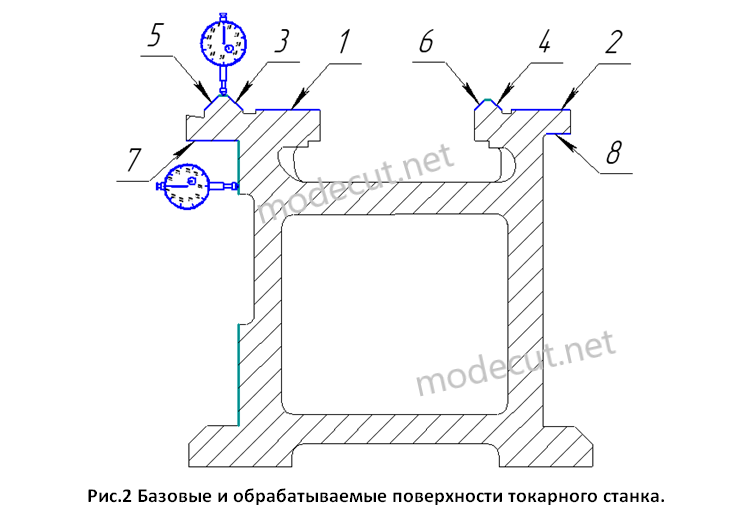
В горизонтальной плоскости выставляем станину по плоскостям, к которым крепится задняя опора, коробка подач и зубчатая рейка станка (см. рис.1). Станины от токарных станков с ЧПУ выставляют в горизонтальной плоскости по двум плоскостям, на которых устанавливаются опоры качения ходового винта. Устанавливаем индикаторную головку на базовые поверхности и выставляем станину в двух плоскостях с отклонением параллельности не более 0,025мм по всей длине станины (см. рис.2).
Затем станину аккуратно закрепляем прихватами к столу станка. Прихваты устанавливаем на выступающие части станины. После закрепления снова проверяем положение станины в двух плоскостях (до 0,025мм по всей длине).
На рисунке 2 кроме базовых поверхностей (зеленые линии) изображены рабочие поверхности станины (синими линиями), которые подверглись износу в процессе эксплуатации станка. Например, по рабочим наклонным плоскостям 3,5 и плоскости 2 перемещается суппорт станка. По плоскостям 7 и 8 перемещаются прижимные планки, закрепленные к суппорту станка. По наклонным поверхностям 4,6 и плоскости 1 перемещается задняя бабка станка. Все перечисленные поверхности имеют какой-либо физический износ и обязательно перешлифовываются.
Начинаем обработку станины с шлифования поверхностей 1 и 2 (см. рис.3). Шлифование горизонтальных поверхностей выполняется первым суппортом станка. Правим алмазом периферию шлифовального круга и шлифуем плоскости 1 и 2 до чистоты.