
Программа для определения параметров разных резьб.
Альбом. Металлорежущие станки. Авторы А.М.Кучер М.М.Киватицкий А.А.Покровский



Как шлифовать прямоугольную деталь по габаритам и добиться правильного взаимного расположения поверхностей?
В современном производстве к различным деталям предъявляются повышенные требования по точности основных габаритных размеров и взаимного расположения плоскостей. Чтобы выполнить все заданные требования, необходимо процесс шлифования поверхностей проводить в определенном технологическом порядке строго соблюдая основные правила базирования. Рассмотрим данный процесс точной обработки на конкретном примере.
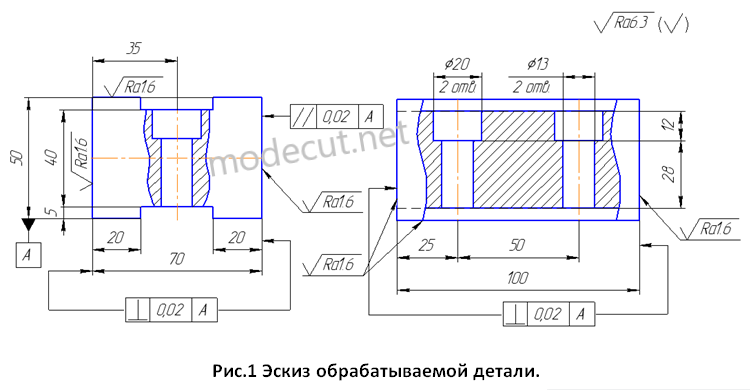
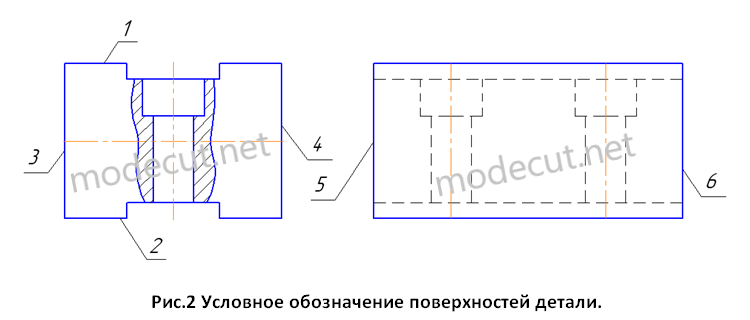
Пример. На рисунке 1 изображена деталь прямоугольной формы. Все поверхности детали, должны быть выполнены в указанных допусках расположения (не параллельность не более 0,02мм, не перпендикулярность не более 0,02мм) относительно базовой поверхности А. Для удобства описания процесса обработки, условно обозначим цифрами все шлифуемые поверхности детали (см. рис.2).
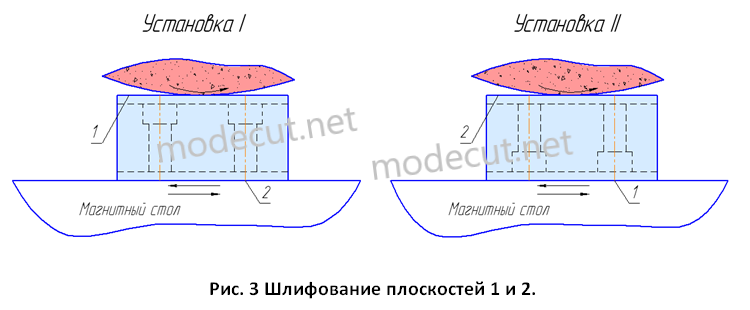
Процесс шлифования начинается с установки детали плоскостью 2 на магнитный стол станка. После установки включаем магнит стола и шлифуем плоскость 1, равномерно распределяя припуск на две стороны детали (см. рис.3). Затем деталь переворачиваем, устанавливаем на плоскость 1 и шлифуем плоскость 2, выдерживая размеры заданные эскизом.
После шлифовки плоскости 2 деталь имеет две параллельные шлифованные стороны, относительно которых и будут обрабатываться остальные поверхности детали. Устанавливаем заготовку в лекальные тиски, как показано на рисунке (см. рис.4). При таком закреплении шлифованные плоскости 1 и 2 являются базовыми поверхностями.
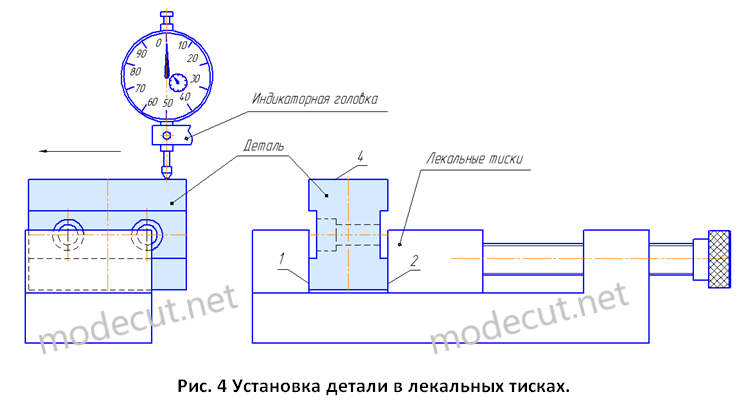
Положение заготовки в лекальных тисках нужно проверить с помощью штатива и индикаторной головки. Устанавливаем тиски на магнитный стол станка (не включая магнит). Также на стол станка ставим штатив и касаемся наконечником индикатора плоскости заготовки (см. рис.4).