Программа для определения углов конуса.
Книга. Проектирование станочных приспособлений. Автор А.П.Белоусов.



Как шлифовать наружную резьбу на резьбошлифовальном станке?
Шлифование различных по профилю наружных резьб выполняют на резьбошлифовальных станках. На рисунке 1 изображен универсальный резьбошлифовальный станок модели 5К822В. На столе станка установлены передняя и задняя бабки. Обрабатываемая деталь устанавливается в центрах между бабками. При работе передняя бабка через поводок вращает деталь вокруг собственной оси, и при этом стол станка совершает возвратно-поступательное движение. По поперечным направляющим перемещается поворотная шлифовальная бабка. В шлифовальной бабке установлен шпиндель, на котором крепиться шлифовальный круг. Шлифование резьбы ведется однониточными или многониточными кругами. Для правки круга шлифовальная бабка оснащена автоматическим правящим механизмом.

Наладка резьбошлифовального станка выполняется в определенном порядке. Сначала отбалансированный круг, собранный вместе с фланцами устанавливают на шпиндель станка и выполняют предварительную правку. При необходимости после предварительной правки круг балансируют окончательно. Далее шлифовальный шпиндель наклоняют на угол подъёма шлифуемой резьбы и устанавливают нужную скорость вращения. Если шлифование резьбы выполняется многониточным кругом, то шлифовальный шпиндель на угол подъёма резьбы не подворачивается (это угол уже сформирован при профилировании круга). После поворота шлифовальной бабки, выставляют правящее устройство на рабочую правку круга и выполняют первую правку. Затем настраивают движение стола и вращение заготовки на шаг шлифуемой резьбы с помощью установки сменных шестерен в гитару. Устанавливают заднюю бабку на необходимую длину обрабатываемой детали. Проверяют центра станка на наличие радиального биения, а также выставляют кулачки хода стола на необходимую длину.
Рассмотрим более детально основные этапы настройки станка для шлифования резьбы стандартным однониточным кругом.
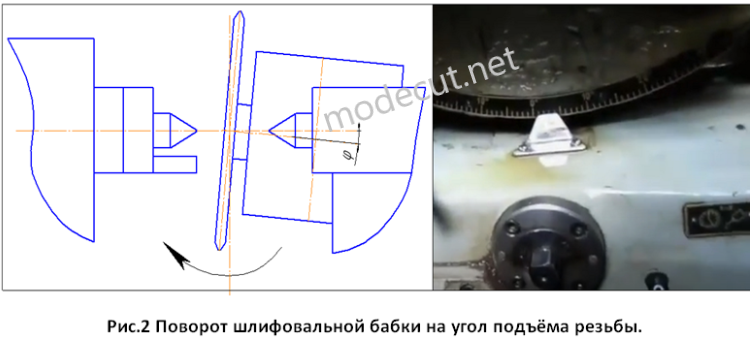
Поворот шлифовальной бабки на угол подъёма резьбы. При шлифовании резьбы однониточным кругом шлифовальная бабка должна быть повернута на угол подъёма резьбы, который рассчитывается по следующей формуле:

где dср – средний диаметр резьбы (мм), S – шаг однозаходной резьбы или ход многозаходной резьбы (мм). Поворот круга на угол подъёма осуществляется поворотом шлифовальной бабки в левую или правую сторону вокруг горизонтальной оси проходящей перпендикулярно оси вращения детали. Для поворота бабки сначала необходимо отпустить три зажима. Затем нажатием кнопки повернуть по шкале на требуемый угол и затянуть три зажима обратно. Шкала для поворота бабки на угол подъёма находиться с задней стороны станка (см. рис.2). При шлифовании правозаходной резьбы шлифовальную бабку поворачивают по часовой стрелке (если смотреть со стороны рабочего места шлифовщика), а при шлифовании левой резьбы против часовой стрелки (см. рис.2).