Паспорт. Вертикальный фрезерный станок модели 6Т13Ф20 с ЧПУ.
Книга. Технология термической обработки металлов. Авторы Самохоцкий А.И., Парфеновская Н.Г.



Как определить режимы резания при шлифовании резьбы?
Шлифование резьбы на универсальных резьбошлифовальных станках может производится двумя технологическими способами. Первый способ – это способ глубинного шлифования, при котором шлифование выполняется с большой глубиной резания и малой окружной скоростью шлифуемой детали (200…700 мм/мин). Способ глубинного шлифования применяется при предварительной прорезке резьбы с крупным шагом, а также позволяет за несколько проходов нарезать полностью резьбу с небольшим шагом на поверхности детали без предварительно нарезанного профиля. Второй способ шлифования это способ скоростного шлифования, при котором шлифование выполняется с малой глубиной резания и большой окружной скоростью обрабатываемой детали (1500….5000 мм/мин). Скоростным шлифованием шлифуют резьбы с предварительно прорезанным профилем. Шлифование выполняется с большим числом проходов, что обеспечивает высокую частоту обработки. Также стоит отметить, что скоростным способом шлифуются резьбы на деталях, изготовленных из быстрорежущей стали.
Шлифование резьбы выполняется однониточными и многониточными кругами. При использовании многониточного круга значительно повышается производительность, так как увеличивается объём срезаемого металла, который распределяется между режущими нитками профиля. Для более равномерного распределения нагрузки при шлифовании на многониточном круге формируют коническую заборную часть. Однако многониточными кругами шлифуют резьбы только с небольшой высотой профиля (до 4мм). К тому же для формирования правильного профиля на круге станок должен быть оснащен специальным приспособлением. Шлифование резьб высокой точности и с большой высотой профиля следует производить исключительно однониточными кругами.
У резьб с небольшой высотой профиля (до 4,5мм) шлифуются сразу обе боковые стороны профиля. У резьб большего профиля боковые стороны шлифуются раздельно. Продольное шлифование резьбы может проходить с рабочей подачей в одну либо в обе стороны. Для получения резьбы высокой точности рекомендуется шлифовать деталь с рабочим хода стола только в одну сторону (в направлении от задней бабки к передней), так как при шлифовании с рабочей подачей в обе стороны необходимо производить наладку механизма компенсации люфтов.
Наибольшая окружная скорость круга при шлифовании наружной резьбы должна быть в пределах V=35-50м/c. Например, на резьбошлифовальном станке 5К821, наибольший диаметр устанавливаемого круга D=400мм. Соответственно максимально допустимое число оборотов круга равно:

Конструктивно на станке 5К821 привод шлифовального круга имеет две ступени (ременная передача), при которых максимальное число оборотов не превышает этого значения.
Число оборотов детали при шлифовании однониточным кругом можно определить по следующей формуле:

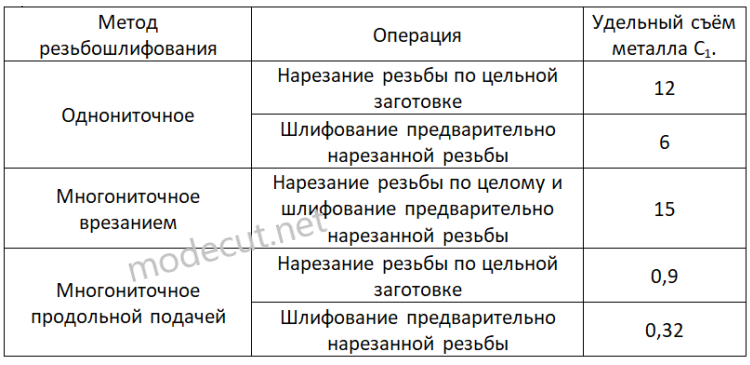
где С1 – значение приведенного удельного съёма металла; S – шаг резьбы (мм), t – глубина резания за 1 проход (мм); Dд – номинальный диаметр наружной резьбы. Фактические значение удельного съёма металла в зависимости от способа шлифования можно выбрать из приведенной ниже таблицы.
Глубина резания на каждый проход для однониточного шлифования назначается в зависимости от снимаемого припуска и обрабатываемого материала. Шлифовать резьбу с небольшим шагом стараются обычно в 2-3 прохода. Глубину резания по проходам можно распределить следующим образом: первый проход t1 =(0,5-0,7)t (мм), второй t2 =(0,2-0,4)t (мм) и третий 0,1t (мм), где t – полная глубина припуска равная припуску на сторону, а при нарезании резьбы по цельной заготовке t – полная высота профиля.