Паспорт. Станок радиально-сверлильный модели 2Н55.
Книга. Металлорежущие инструменты. Автор П.Р.Родин



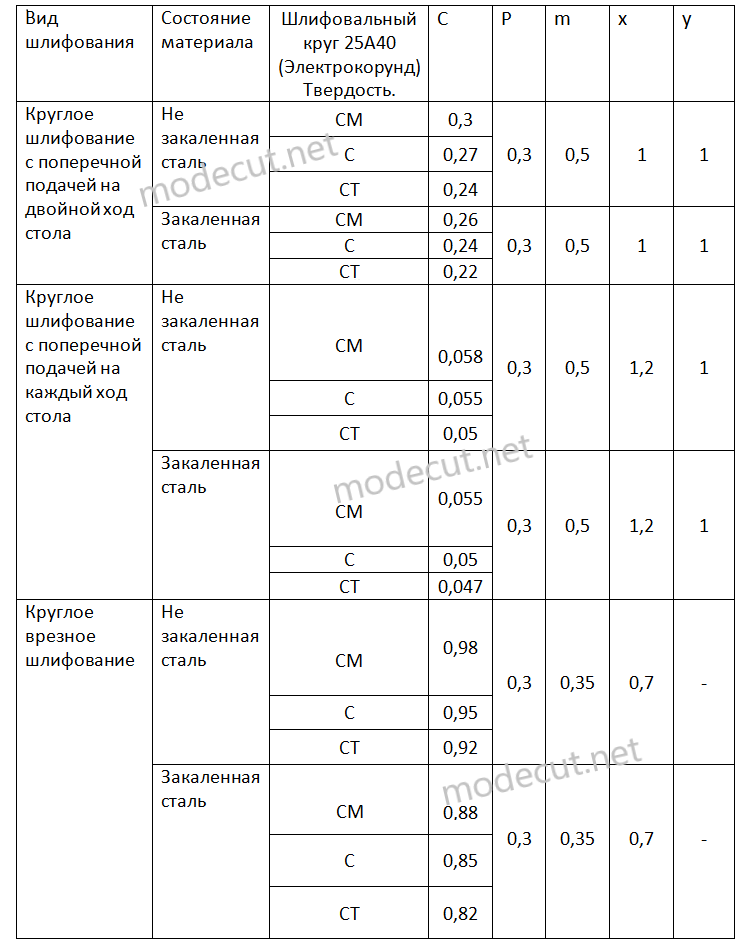
Как определить параметры резания
при круглом шлифовании детали? (Страница 2)
Величина продольной подачи круга “SПР” напрямую зависит от ширины шлифуемого круга “H”. Практически было установлено, что максимальная величина продольной подачи не должна превышать значения 0,9Н. Если продольная подача будет больше данного значения, то на наружной поверхности детали останется винтовой нешлифованный участок. Величину продольной подачи выбирают в следующих пределах: для чернового шлифования (0,7-0,85)Н, и (0,2-0,4)Н для чистового шлифования.
Величина поперечной подачи “ST” или глубина шлифования “t” в зависимости от режима шлифования выбирается в следующих пределах: для чернового шлифования от 0,01 и до 0,06мм на один двойной ход стола, и для чистового шлифования от 0,0025 и до 0,01 на один двойной ход стола. Стоит отметить, что после прекращения поперечной подачи надо произвести несколько проходов без подачи (выполнить выхаживание) до тех пор, пока не прекратиться появляться искра. При врезном шлифовании радиальную подачу “Sр”, которая отображает глубину шлифования, выбирают в пределах: для предварительного шлифования от 0,0025 и до 0,075 мм/об, и для окончательного шлифования от 0,001 и до 0,005 мм/об.