
Программа для расчета развертки усеченного конуса.
Автор Р.И.Гжиров. Краткий справочник конструктора.



Как шлифовать тонкостенные закаленные пластины на плоскошлифовальном станке?
Тонкостенные пластины во время процессов термической обработки подвергаются деформации, к тому же по причине нарушений технологии на их поверхностях могут образоваться микротрещины. Как правило, наличие трещин на пластине выявляют сразу, а деформацию плоскостей пластины убирают только с помощью шлифования, предварительно оставив под эту операцию припуск. После закалки пластина, как правило, имеет выпукло-вогнутую форму.
Плоское шлифование закаленной тонкостенной пластины на первый взгляд, кажется, простой и неответственной операцией. Однако в практике на эту операцию можно затратить довольно много времени и не достигнуть требуемой плоскостности детали. Стоит отметить, что для качественного выполнения данной операции, следует правильно подобрать абразивный материал и зернистость круга в зависимости от требуемой частоты обработки и марки обрабатываемого материала. По твёрдости лучше всего использовать мягкие круги при этом увеличив количество правок круга во время шлифования.
Шлифование пластины необходимо начинать с вогнутой стороны. Устанавливаем пластину выпуклой стороной на магнитный стол станка и облаживаем её вспомогательными пластинами со всех сторон, как показано на рисунке 1.
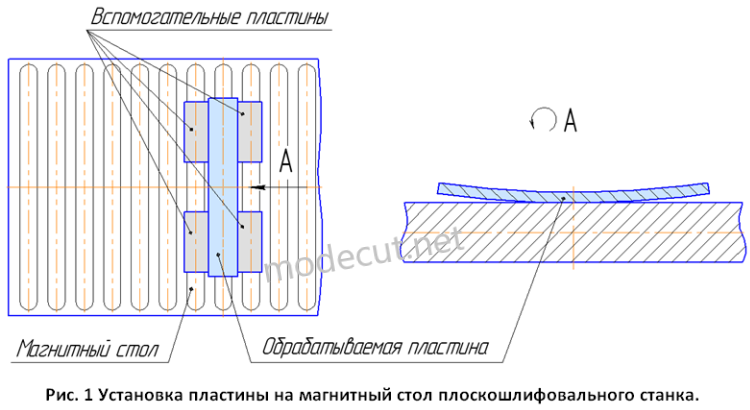
Пластины прямоугольной формы следует устанавливать параллельно оси вращения круга, для того чтобы уменьшить деформацию детали возникающую под действием остаточных напряжений. Установив пластину на магнитном столе, выполняем предварительную шлифовку плоскости в несколько проходов. После шлифования на плоскости появляется несколько участков, на которые можно устойчиво положить пластину. Пластину переворачиваем и снова облаживаем по периметру вспомогательными пластинами. Перевернув пластину, шлифуем предварительно выпуклую сторону. Далее снова шлифуем вогнутую сторону, а затем и выпуклую сторону, меняя положение пластины несколько раз. Шлифование каждой стороны пластины рекомендуется выполнять в несколько проходов при этом толщина снимаемого припуска на каждом проходе не должна быть больше 0,02-0,03мм. При окончательном шлифовании плоскостей пластину следует повернуть на некоторый угол (примерно 450-600), чтобы получить новое направление штрихов шлифования.
Если пересечение новых штрихов с предыдущими штрихами равномерно по всей пластине, то плоскости отшлифованы правильно.