
Программа определения межосевого расстояния равноудаленных отверстий от центра детали.
Паспорт станка поперечно-строгального модели 7М37.



Как определить параметры наладки бесцентрово-шлифовального станка для обработки наружных поверхностей?
Принцип бесцентрового наружного шлифования заключается в том, что обрабатываемая деталь не устанавливается в центрах или патроне станка, а помещается между двумя кругами и опирается на опорный нож (см. рис.1). Один круг является ведущим, а второй шлифовальным. Ведущий круг, благодаря большой силе трения, вращает деталь и одновременно перемещает её в продольном направлении.
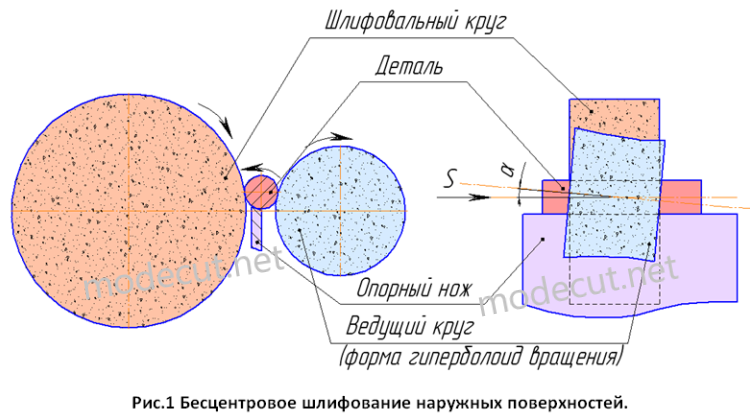
Шлифовальный круг из-за более низкой силы трения скользит по поверхности детали, тем самым шлифуя эту поверхность. Для правильной настройки бесцентрового шлифовального станка на шлифование наружных поверхностей необходимо определить целый ряд наладочных параметров. В данной статье по порядку определены все установочные параметры необходимые для наладки станка, а также режимы резания, которые обеспечат соблюдение требуемой точности.
Угол поворота ведущего круга “α”. Перемещение детали в продольном направлении достигается установкой ведущего круга под углом к оси детали (см. рис.1). Величина угла поворота ведущего круга зависит от метода шлифования. При шлифовании детали с продольной подачей угол поворота ведущего круга составляет α=1…60. При врезном шлифовании ведущий круг наклоняют на угол α=0,50, благодаря чему (при ничтожно малой продольной подаче) обеспечивается хороший контакт заготовки с ведущим кругом. Также стоит отметить, что при бесцентровом шлифовании большое значение, имеет форма ведущего круга. Если ведущий круг имеет цилиндрическую форму, то при наклоне он будет соприкасаться с деталью только в одной точке, что приведет к проскальзыванию детали и прерывистому вращению. Чтобы обеспечить необходимую площадь контакта ведущего круга с деталью, ведущий круг имеет форму гиперболоида вращения (см. рис.1).
Расстояние от центра детали до линии центров кругов “h” и величина смещения правящего инструмента “h0”. При шлифовании большое значение имеет правильное положение заготовки, относительно центров кругов. Если во время шлифования центр детали совпадает с линией центров кругов погрешность формы заготовки (овальность) не исправляется. Поэтому при бесцентровом наружном шлифовании заготовки устанавливают выше линии центров кругов на величину h (см. рис.2). Исключением являются только длинные и тонкие заготовки, которые ставятся ниже линии центров. В этом случае силы резания, возникающие при шлифовании, более плотно прижимают заготовку к опорному ножу, тем самым снижая вибрацию детали.
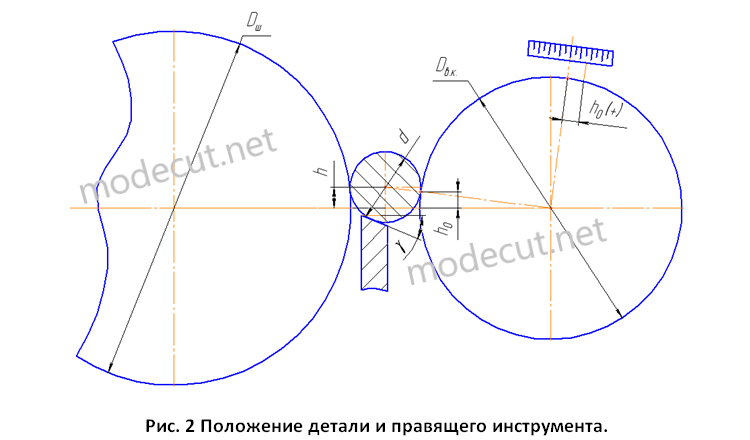
Величина h, которая показывает, на сколько центр детали должен быть выше линии центров кругов, определяется по номограмме в зависимости от диаметра заготовки (см. рис.3). Например, пусть диаметр обрабатываемой детали d=55мм. Проводим горизонтальную линию от диаметра заготовки до пересечения с одной из линий (А,Б,В). До какой линии вести горизонталь определяется в зависимости от процесса шлифования (при чистовом шлифовании выбирают линию В, при черновом Б, и при комбинированном шлифовании А).