Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Как на горизонтально-расточном станке совместить центр стола с осью шпинделя? (Страница 2)
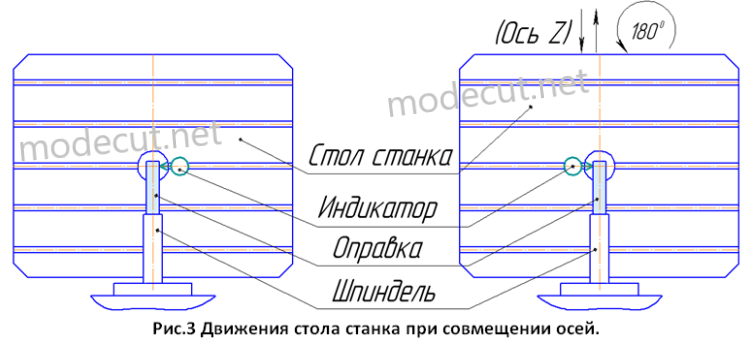
При таком положении стола шпиндель во время совмещения осей будет выдвинут на меньшую длину. Выдвигаем шпиндель станка, до тех пор, пока торец контрольной оправки не будет находиться дальше центра стола (см. рис.3). На середину стола устанавливаем магнитный штатив с индикатором. Касаемся наконечником индикатора контрольной оправки, а стрелку на циферблате устанавливаем на ноль (см. рис.2). При этом величина натяга наконечника индикатора должна быть не большой (около 0,1мм). Далее отъезжаем от шпинделя столом по оси Z, так чтобы наконечник индикатора перестал касаться контрольной оправки.
Затем поворачиваем стол на 1800 и возвращаем стол по оси Z в первоначальное положение. После этих передвижений индикатор снова будет касаться поверхности оправки, но уже с другой стороны шпинделя (см. рис.3). Если после поворота стрелка на циферблате не стоит на нуле, то это значит, что ось шпинделя не совмещена с осью стола. Например, после поворота стола станка индикатор показывает значение +0,04мм, что означает, что шпиндель станка находится слева от центра стола, а текущее расстояние (смещение) между осями 0,02мм. Перемещаем по направлению к шпинделю стол станка на 0,02мм и заново таким же способом проверяем положение осей. Процесс совмещения осей выполняется до тех пор, пока индикатор с двух сторон оправки, не будет показывать одинаковое значение (ноль на циферблате).