
Программа для определения углов конуса.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.



Как найти старые допуски и посадки по системе ОСТ?
До 1978 года вся конструкторская документация в промышленности СССР создавалась при помощи национальной системы допусков и посадок, так называемой системой ОСТ. Своё название эта система допусков получила по первым введенным отраслевым стандартам (ОСТ), которые были приняты еще в 1929 году.
Много лет система ОСТ была единственным государственным стандартом СССР, вплоть до 1977 года, когда в промышленность начали внедрять стандарты единой системы допусков и посадок СЭВ (ЕСДП СЭВ), которые используются до сих пор. Постепенное внедрение новой системы, привело к тому, что до 1980 года конструкторская документация могла быть оформлена, как по ранее действующим стандартам ОСТ, так и по стандартам ЕСДП СЭВ.
Однако в промышленности техническая документация, оформленная по старой системе ОСТ, применялась еще долгое время. В наши дни также можно встретить чертежи с обозначением допусков и посадок по системе ОСТ. В качестве примера приведем чертеж втулки от станка (см. рис.1).
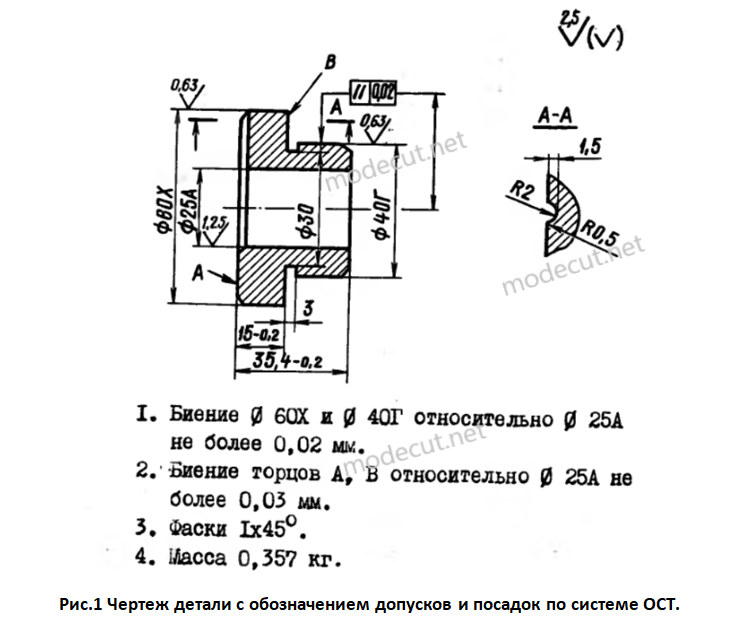
Как видно по чертежу, допуски на более точные размеры обозначаются буквами (80Х, 25А, 40Г), а предельные отклонения на размеры вообще не указаны. Чтобы расшифровать чертеж рассмотрим детально систему допусков и посадок ОСТ.
Общий диапазон размеров, на который назначаются посадки системой ОСТ, составляет от 0 и до 10000мм. Весь диапазон размеров разбит на четыре группы: до 1 мм, от 1 и до 500 мм, от 500 мм до 3150 мм, от 3150 и до 10000 мм. Такой же диапазон номинальных размеров используется и в современной системе.
Посадки в системе ОСТ имеют буквенное обозначение, которое отображает назначение посадки или указывает характер соединения. Буквой “А” обозначаются поля допусков основных отверстий (в системе ЕСДП СЭВ это посадка H). Поля допусков основных валов обозначаются буквой “B” (в системе ЕСДП СЭВ это посадка h). Остальные посадки делятся на три группы: посадки с зазором, переходные посадки, посадки с натягом.
Так в группу посадок с зазором входят следующие посадки: “C” – скользящая, “Д” – движения, “Х” – ходовая, “Л” – легкоходовая, “Ш” – широкоходовая, “ТХ” – теплоходовая. Переходные посадки обозначаются следующими буквами: “Г” – глухая, “Т” – тугая, “Н” – напряженная, “П” – плотная. Посадки с натягом обозначают таким образом: “Пл” – легкопрессовая, “Пр”- прессовая, “Гр” – горячая.
Некоторые посадки (Ш, Пр) разделяются дополнительным индексом. Например, прессовых посадок четыре вида: “Пр”- прессовая, “Пр1” - первая прессовая, “Пр2” – вторая, “Пр3” – третья. Буквенные обозначения полей допусков неосновных валов и отверстий имеют одинаковое обозначение. Например, посадка “Н” может быть как на валу, так и на отверстии.
После буквенного обозначения посадки идет цифра - обозначающая класс точности. Для наиболее распространенных размеров установлены следующие классы точности: 1, 2, 2а, 3, 3а, 4, 5, 7, 8, 9, 10. С увеличением цифры класса точности, точность убывает, и величина допуска возрастает (от 1 до 10).
Второй класс точности в системе ОСТ является предпочтительным, поэтому цифра 2 на посадках не указывается. Для наглядности приведем примеры обозначения посадок: “П2А” – плотная посадка с классом точности 2а, ”X4” – ходовая посадка 4 класса точности, посадка “Д” – посадка движения второго класса точности. В свое время для маленьких размеров (до 1 мм) был добавлен 6 класс точности, а для больших (более 500мм) - 11-й класс. Гораздо позже в связи с повышением точности, были введены новые классы точности 02-09 (ГОСТ 11472-69). Однако в производстве эти классы практически не применялись.