Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Как фрезеровать Т-образные пазы? (Страница 2)
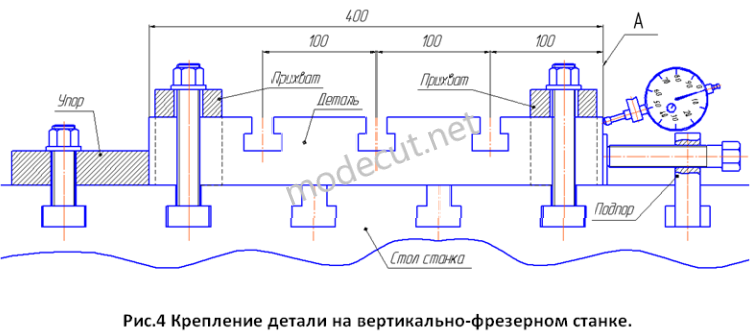
Прихваты нужно устанавливать таким образом, чтобы они не мешали во время фрезерования детали. После окончательного закрепления детали на станке необходимо проверить правильность её установки по торцу А, используя штатив с индикаторной головкой (см. рис.4). Далее с помощью цангового зажима, устанавливаем в шпиндель станка калиброванный пруток диаметром 10мм. Подводим калиброванный пруток к торцу А, так чтобы щуп толщиной 0,05мм плотно заходил между торцом заготовки А и боковой стороной калиброванного прутка. Затем перемещаем стол в поперечном направлении на длину L=105,05=100+10/2+0,05мм. Ось шпинделя становиться по центру первого паза. Вместо калиброванного прутка устанавливаем в шпиндель концевую фрезу диаметром 18 мм. Торцом фрезы касаемся плоскости детали для того, чтобы набрать глубину паза. Затем опускаем фрезу на требуемую глубину (в данном случае 30мм) и фрезеруем прямоугольный паз. Сразу после получения паза, устанавливаем в шпиндель станка Т-образную фрезу и фрезеруем широкую часть паза.
После полной обработки первого паза, перемещаем стол станка в поперечном направлении и по очереди фрезеруем оставшиеся пазы.