Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Как строгать по плоскости тонкостенные детали?
(Страница 2)
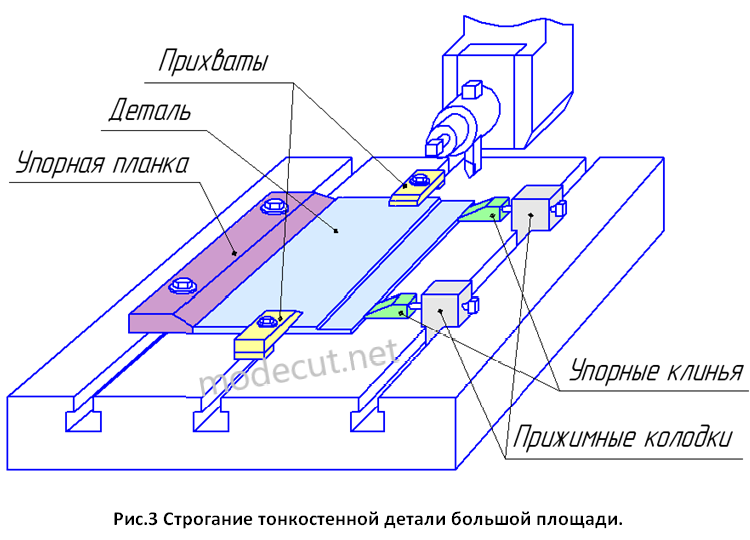
Довольно большие по площади детали закрепляются прямо на столе строгального станка с помощью упорной планки, прижимных колодок и упорных клиньев. Закрепляют тонкую деталь в следующем порядке. Сначала в паз стола станка устанавливается и жестко закрепляется упорная планка (см.рис.3). Затем на стол станка устанавливается обрабатываемая деталь, таким образом, чтобы её боковая сторона упиралась в торец упорной планки. С обратной стороны в ближайший от детали паз устанавливаются несколько прижимных колодок. Между деталью и прижимными колодками ставятся упорные клинья. При затягивании болтов прижимных колодок упорные клинья прижимают деталь к упорной планке. Для предотвращения подъёма детали при зажиме упорными клиньями на её поверхность ставятся два дополнительных прихвата. Когда резец при обработке дойдет до прихваток, то процесс останавливают и не сбивая настроек перекидывают верхние прихваты на выстроганный участок, и строгание продолжается дальше.
Существует еще один интересный способ обработки тонкостенной детали большой площади. В данном случае перед установкой детали стол станка тщательно очищают от грязи, масла и жира. Затем тонкостенная деталь устанавливается на стол станка и аккуратно по контуру обливается расплавленной канифолью. Когда канифоль по контуру застынет заготовку можно строгать.