
Программа для определения углов конуса.
Книга. Проектирование станочных приспособлений. Автор А.П.Белоусов.



Как изготовить призмы на строгальном станке?
(Страница 3)
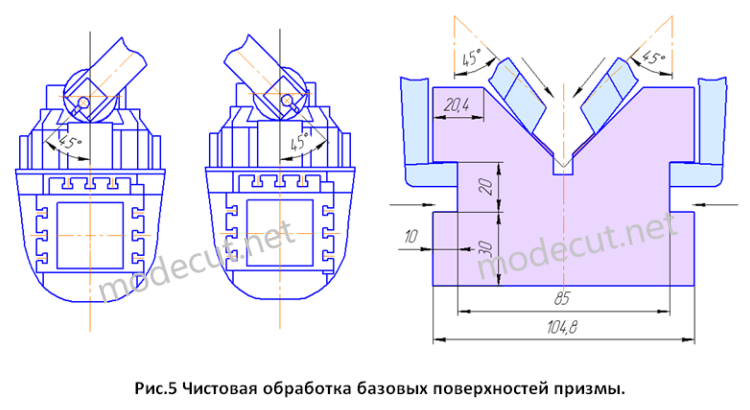
После прорезания центрального паза выполняем чистовую обработку базовых поверхностей призмы, а также строгание боковых пазов (10х20). Подвернув направляющие салазки на угол 450 сначала в одну сторону, а потом в другую, строгаем базовые плоскости призмы (см. рис.5). Глубина резания при чистовом строгании базовых поверхностей 1мм. Контролируем сформированный прямой угол с помощью контрольного угольника и угломера. Строгание боковых пазов выполняем с помощью специально заточенных канавочных резцов, форма которых изображена на рисунке 5.
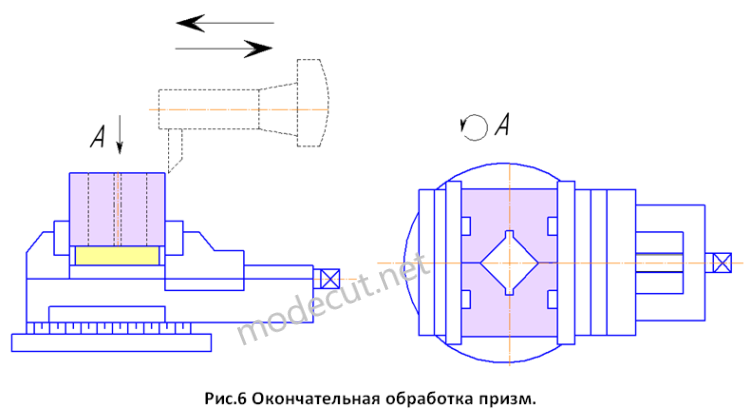
Далее разрезаем обрабатываемую заготовку на ленточнопильном станке, получив две детали равной длины. Затем устанавливаем эти детали в машинные тиски, так как показано на рисунке 6 и строгаем детали по торцу (торец сформированный при разрезании заготовки), выдерживая размер 100мм. После окончательной обработки получаются две абсолютно одинаковые призмы.