Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский



Как определить режимы резания при строгании
и долблении деталей? (Страница 2)
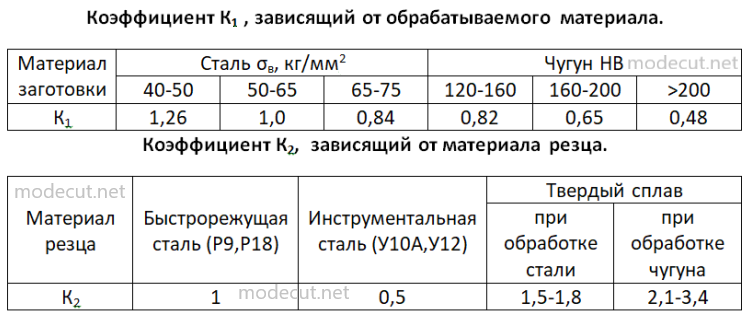
Скорость резания зависит от механических свойств обрабатываемого материала и режущего инструмента. Определяем скорость резания по представленной выше таблице. Учитывая, что предел прочности обрабатываемой заготовки σв=45 кг/мм2, то умножаем выбранные из таблицы значения скорости на коэффициент К1. Скорость резания на черновом проходе будет равна:

соответственно, скорость резания на чистовом проходе равна:

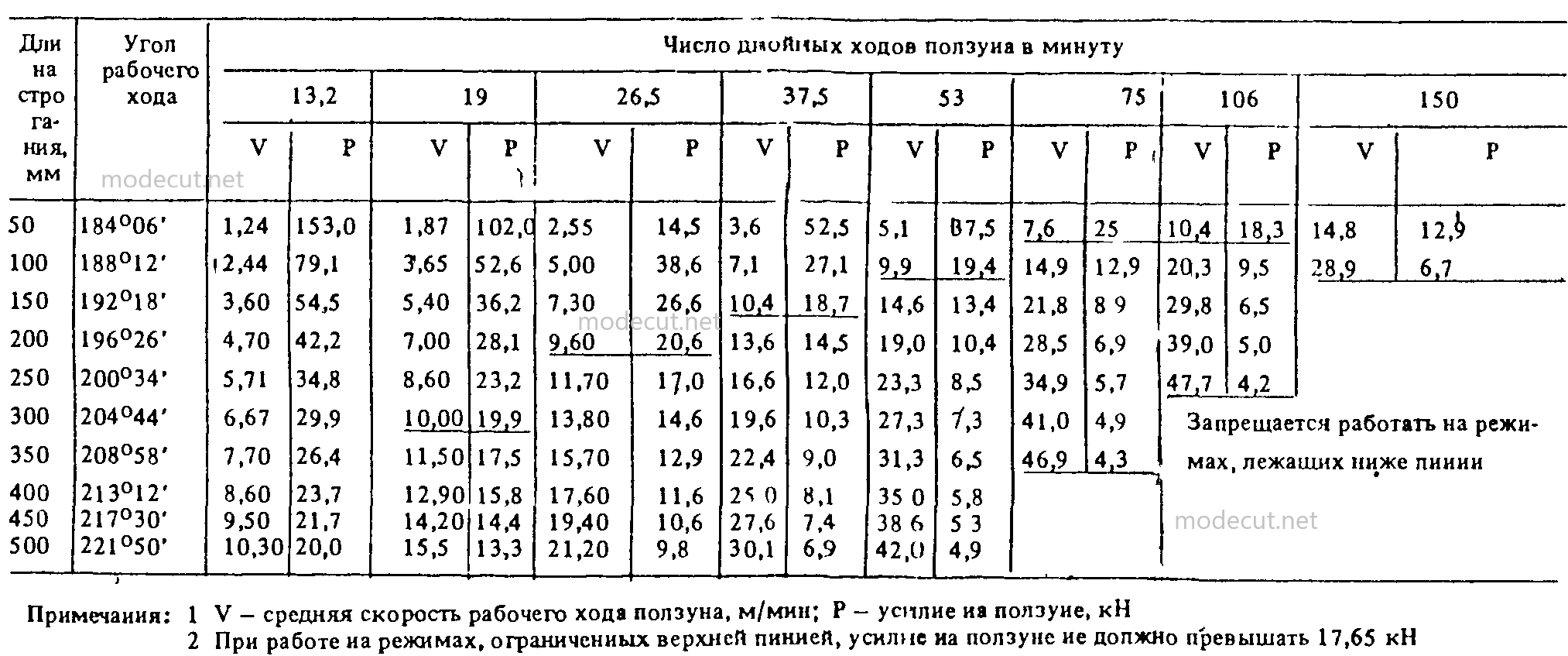
где Vтаб – табличная скорость резания, выбранная в зависимости от глубины резания и величины рабочей подачи (м/мин), К1 – коэффициент, зависящий от обрабатываемого материала. Далее определяем число двойных ходов резца при черновой и чистовой обработке согласно паспортным данным поперечно-строгального станка, приведенным в виде таблицы.
{kind=link}
Длина строгания является суммой двух слагаемых:

где l1 – длина строгаемой поверхности (мм), l2 – величина перебега резца в обе стороны. Согласно справочной таблице принимаем величину перебега равной l2 = 50мм. Таблицу можно скачать, перейдя по ссылке. Длина строгания будет равна:

Согласно приведенной таблицы из паспорта станка корректируем скорости резания при черновой и чистовой обработке и определяем число двойных ходов. Согласно паспорту станка на черновом проходе скорость резания равна V1=27,3 м/мин, а число проходов в минуту будет n=53. На чистовом проходе скорость резания равна V1=41 м/мин, и число проходов в минуту будет n=73. Число двойных проходов ползуна, также можно определить, зная длину кулисы станка:

где V – расчетная скорость резания (м/мин), L – общая длина строгания (мм), H – длина кулисы (мм).
Пример 2. Нужно определить режимы резания для долбления шпоночного паза шириной b=10мм в отверстии чугунной заготовки. Диаметр отверстия заготовки d=36мм, а толщина L=50мм (длина долбления). Твердость заготовки 160…200HB. Обработка паза выполняется резцом, изготовленным из быстрорежущей стали P6М5 на долбежном станке модели 7Д430.
Глубина резания шпоночного паза, согласно ГОСТ 23360-78 равна t=3,3мм. Далее по справочным таблицам определяем величину подачи, которая будет равна S=0,3 мм/дв. ход. После определения величины подачи находим по таблице скорость резания. Учитывая то, что заготовка сделана из серого чугуна твердостью 160…200НВ, то умножаем табличное значение скорости на коэффициент К1.

После определения скорости резания находим число двойных ходов долбяка станка по следующей формуле:

где V – расчетная скорость резания (м/мин), L – общая длина долбления (мм), которая будет равна:

где l1 – ширина заготовки (длина долбления паза) (мм), l2 – величина перебега резца в обе стороны. Из-за небольшой длины долбления принимаем ширину перебега в обе стороны l2=15мм. Полученное число двойных ходов следует сопоставить с фактически существующими на станке числами двойных ходов и выбрать ближайшее значение.